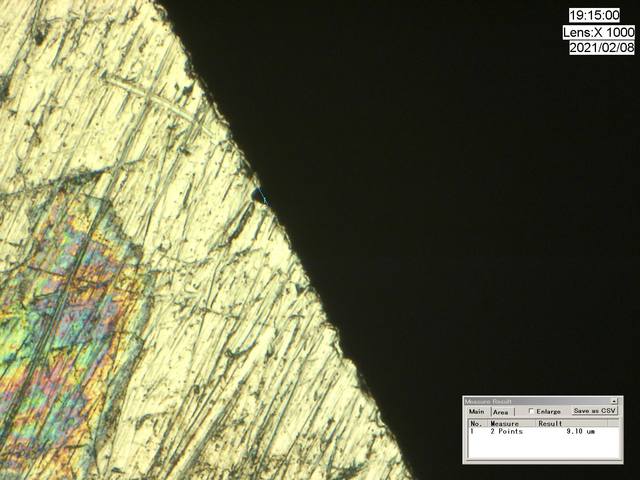
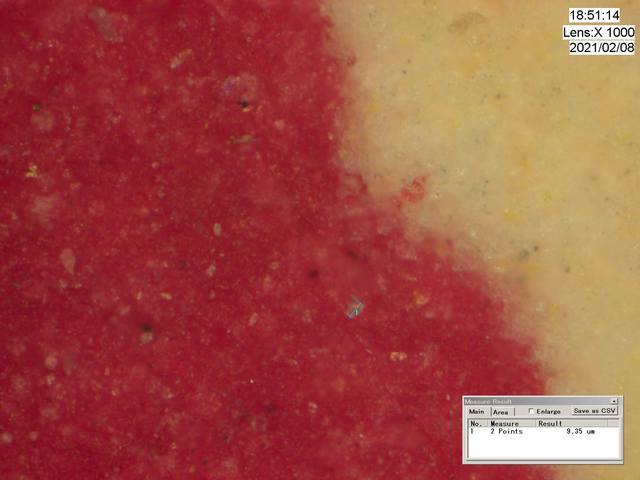
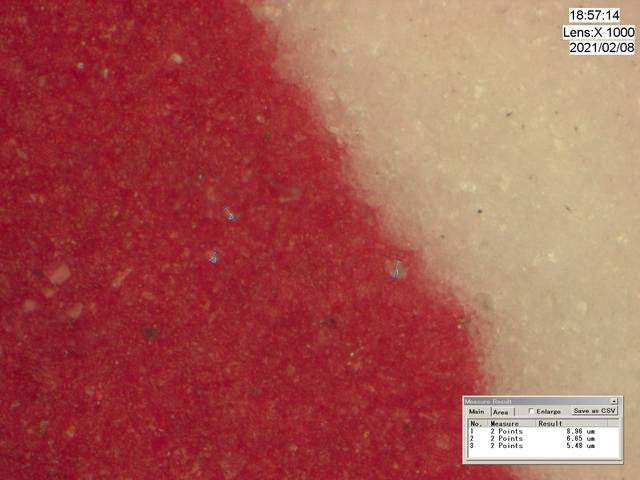
Я бы сказал, что имеет место оверхонинг - на самой кромке, помимо щербатин, видны и завернувшиеся на сторону тонюсенькие "лепесточки" стали и в целом кромка начинает напоминать подсмявшуюся "фольгу".
Напрашивается сделать технологический барьер после 3000 и далее очень важно избежать следующих моментов:
1) срыва частиц стали с фасок и РК из-за избыточного "прилипания" фаски к твёрдому камню
2) не переработать им лишнего, снова заработав оверхонинг.
Возможно, стоит обратить внимание на притирку арканзаса и на используемое на нём масло - текучесть/вязкость, и его количество в начале и в конце работы. Попробовать варьировать эти моменты. Иногда, чтобы испортить, достаточно допустить "удар" кромки по участку камня, где толщина уже подгустевшего масла больше + проход по камню идёт "рывком" из-за неодинаковой "липкости" в разной степени отработанного и засоренного масла на разных участках - вроде бы "ерунда", но при малых углах заточки, упругости фаски в зоне РК, у которой толщина уже приближается к 1мкм. - это довольно критично. Почему, собственно, я и говорю, что на водных сланцах проще бывает доводить бритву - масляные камни в этом плане требуют от заточника больше навыка и внимания.
С почином! Не всё сразу с наскоку удаётся в освоении заточки бритв, а у Вас и средства контролировать процесс есть и я бы сказал, неплохой результат для начала проб - Вы столкнулись не с новичковыми проблемами, а сразу с уже проблемами более серьёзного и тонкого уровня.
Немного руку набьёте, понаблюдаете ещё, как какие из Ваших действий отзываются бритве и всё должно получиться!
P.S. Что касается суэхиро, то я несколько лет пользовался для бритв комбинированным #1000/3000 Suehiro New Cerax SH/CR-3800 и этот тандем достаточно удачный. на 1010 бывали нарекания у заточников бритв, это да.
Да, 1000-к работает несколько грубовато, но зато быстро и главное что потом 3000-ником всё нормально убирается даже и без ТБ после 1000.
Правда, позднее я стал применять другие абразивы, но тем не менее, продолжаю считать подобные суэхиро совершенно подходящим вариантом.
По горизонтали 2мм.:

Тут достаточно хорошо заметно то, что известно про эти камни (как и про вообще подавляющее большинство синтетиков, в т.ч. японских) - присутствуют полимеры в связке (они не всегда ярко окрашены, но на 1000-нике этом - да), также может быть продукт выгорания связки (коричневатые как бы "вкрапления", обычно на заточку не оказывающие влияния, по крайней мере оно существенно меньше, чем подрасплав связки, который иногда сильно мешает, впрочем, не всегда).
Разброс фракции и предельные допустимые значения в ней, аналогичные нашим ГОСТам, тут конечно имеются, но в целом характеристики связки при штатном применении камня в т.ч. с суспензией, достаточно нивелируют данные аспекты.
Да, для снижения агрессивности работы камня бывает полезно во-первых обеспечивать несколько большее количество воды на нём, а ещё для этого применяют сторонние суспензии - как абразивные (например, от нагура или сланцев некоторых), так и безабразивные, типа известняковой. В данном случае, это целесообразно для 1000-ника, но уже не имеет серьёзного значения для 3000-ника - он и так достаточно "нежный" в работе и легко обновляется - тут уже только дело в технике заточки, сменах направления движений, их амплитуды, наличие/убирание суспензии и регуляция её консистенции, количество воды на чистом камне.
P.S. К слову, термин "оверхонинг" встречается и в специальной литературые и даже в старинных буклетах для "рядового пользователя" у таких фирм, как Нортон-Пайк, причём именно применительно к бритвам - в общем, суть сводится к тому, чтобы "использовать камень меньше, а ремень - больше", чтобы "избежать чрезмерного хонингования", при том далее отмечено, что ремень надо натягивать как следует:
"Do not use the hone too freely. Beyond a certain point, the edge losesits velvety keenness. This is called "over-honing"and may be safely avoided by observing the rule"Use the hone less and the strop more'...Using the Strop Hold the blade perfectly flat on the strop andhold the strop as taut and stnieht as possible toprevent rounding the bevel."
Источник:
https://ia801009.us.archive.or...o%20Sharpen.pdf
Издано в 1934 г.
Ссылка на интернет архив, где книжка доступна под свободной лицензией:
https://archive.org/details/No...und+Bevel++1900
Но это для совсем обывателя рекомендация и не обязательно ограничиваться лишь ею. Мы частично используем её, вовремя остановившись и перейдя на ремень, однако добавив выполнение тех.барьера с последующей доработкой и доведением кромки до такой тонкости, которую она способна держать, до появления на ней новых "артефактов" избыточной заточки, появления микрозаусенок и пр. можем с большей точностью и главное - аккуратностью, подойти к получению максимально качественной и однородной кромки на возможном для конкретного клинка пределе. Полагаю, ссылка на тему о технологическом барьере тут будет весьма уместна:
https://forum.guns.ru/forummessage/224/1801887-2.html
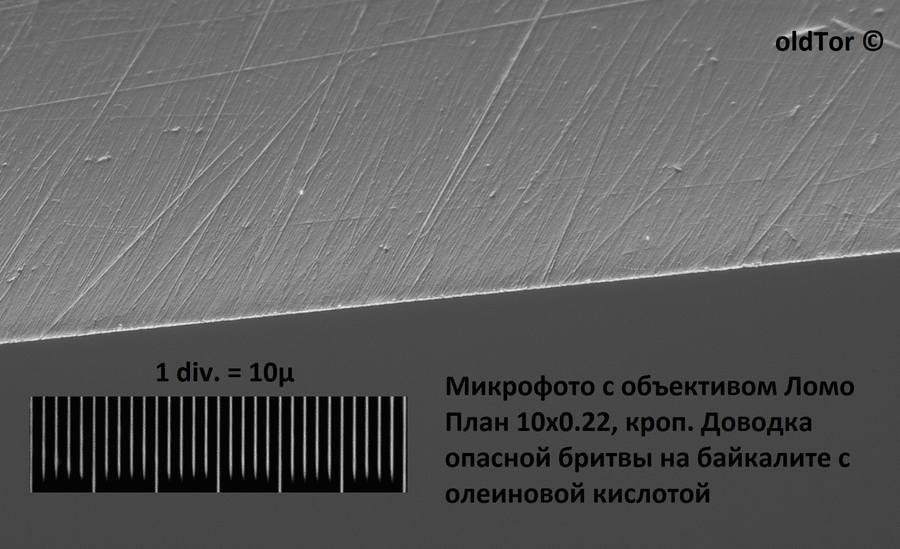
Ну и приведу свой пример оверхонинга из одного обзора, как раз-таки, при избыточной обработке на финише на арканзасе:

Тут 1мм. по горизонтали кадра.
Явно заметно, что кромка истончена больше, чем может удержать сталь при таком угле и больше похоже на "надрывающуюся фольгу". Почему не микрозаусенец - ну, отчасти может и он, но всё-таки не совсем, потому как заворачивается и туда, и сюда, фрагментами, и нет явной границы, как при заусеночных явлениях, когда можно точно сказать "вот кромка, а вот на ней заусенка".
Хотя, это может таки в заусенку превратиться, если продолжить работать в том же духе, надеясь что оно "само" исправится. Иногда, конечно, удаётся это безобразие "подрезать" сделав несколько лёгеньких проходов вдоль РК переменными движениями малой амплитудой, но не всегда это помогает, а если просто выправит "в линию", но не уберёт - стойкости не будет - эта полосочка стали уже "усталая" и от неё надо избавляться.
















{kind=link}