Приступил к пробам брусков от Grinderman для апексоидов. Одним из вопросов, на которые требовалось найти ответ - актуальность их применения в ручной заточке, без приспособлений, и рассмотреть их особенности в этом ракурсе.
В данном обзоре были использованы следующие бруски:
Карбид кремния - 220 NC - 400LC - 1000 LC и на основе оксида алюминия - NA 1000. Для проб был взят нож из стали Elmax.
Для начала, макрофото использовавшихся брусков, в порядке очерёдности их применения:




Приступая к заточке, первым делом обратил внимание на СОЖ - замачивания брусков не требовалось, несколько раз пшикнув из пульверизатора, дождался, пока вода стала впитываться медленно - брусок приобретает необходимую для работы увлажнённость - для применения на приспособах с подвижным абразивом - это большой плюс, да и для ручной работы весьма удобно.
Твёрдость первого используемого бруска чрезвычайно порадовала, суспензия образуется лишь спустя пару минут работы с небольшим давлением, при котором брусок очень активно работает. И это при том, что ранее клинок был, в рамках проб "рубанковских" брусков зернистостью 150, грубо обработан - тем не менее, поверхность фасок не расцарапала поверхность бруска 220 и не вызвала обширного выдирания из него зерна. Ни малейшего намёка на засаливание бруска я не заметил, поверхность не выглаживается сколько-нибудь заметно. Тактильный отклик информативен, держать угол легко и удобно - вот так выглядит полученный результат:

По-моему, отличный брусок для обдирки и грубой заточки.
Далее, я использовал, как выше указал, брусок 400 LC. В плане СОЖ поведение подобно предыдущему, по тактильному отклику, умеренности выделения суспензии, удержанию бруском формы и удобству выдерживания угла при ручной заточке - всё на высоком уровне - однозначно понравился. Вот так выглядит результат:

Далее, я взял сразу 1000 LC, что оказалось вполне адекватно, несмотря на значительный скачок по зернистости. Брусок достаточно мягко себя ведёт, суспензия выделяется активно - для работы на приспособе с подвижным абразивом это может создать некоторые неудобства, в ручной же, наоборот, скорее плюсом - так как именно активное выделение суспензии, позволяет оперативно удалять риски от предыдущего абразива, что позволяет делать такой скачок по зернистости. На мой субъективный взгляд и предпочтения в работе, я бы, тем не менее, предпочёл бы, чтобы брусок был чуть менее рыхлым - несмотря на то, что он не нуждается в выравнивании после первого его применения, однако мягкость в сочетании с малым пятном контакта при работе, влияет на удобство удерживать угол - я его малость завалил. Однако, никакого намёка на чрезмерный рост заусенца и, соответственно, никаких проблем с таковым - я считаю это большим преимуществом водных абразивов с суспензией.
Далее, я попробовал сделать результат на кромке чуть тоньше, для чего взял брусок NA 1000 - обычно, вполне достаточно взять абразив с другим видом зерна, чтобы изменить характер поверхности фасок и кромки, причём без потери производительности. Что и вышло.
По СОЖ - всё так же, несколько увлажнений поверхности, и брусок работает. Съём активный. Что не понравилось - засаливание даже на столь твёрдой высоколегированной стали - произошло. Правда, elmax сталь при том достаточно вязкая, думаю, что этот брусок куда больше подойдёт для более твёрдых и "сухих" сталей - сможет обработать их достаточно мягко и щадяще - это я ещё попробую.
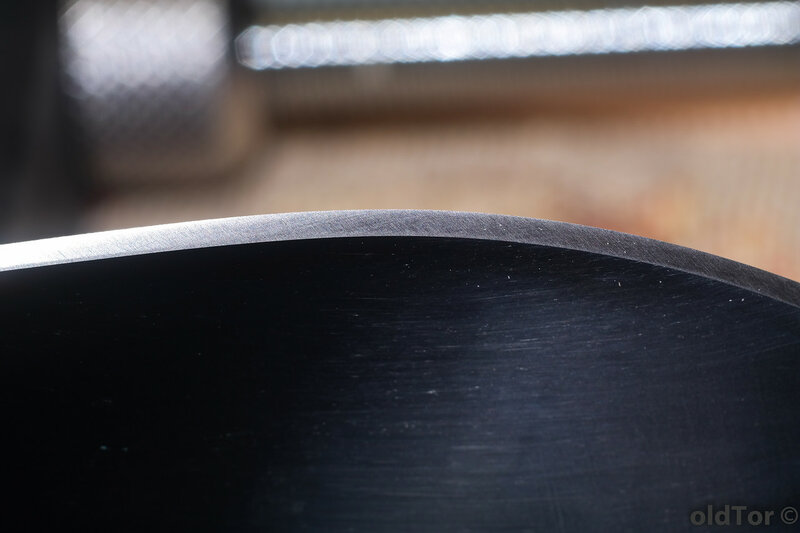
Поверхность бруска за время заточки изменилась - брусок необходимо подровнять, а также притереть чуть тоньше - характер поверхности, где поработал активнее - явно глаже, чем поработавшей менее. Честно говоря, я ожидал от оксид-алюминиевого бруска такой зернистости, гораздо большей твёрдости. Угол, естественно, у меня "ушёл" и чтобы его скорректировать и проработать кромку, мне пришлось выполнить повышение угла, хотя я его, в ракурсе проб, не планировал. Тем не менее, выглядит всё вполне симпатично:

И вот так, выглядит в макро (масштаб съёмки 8:1, кроп - по длинной стороне кропа - 2мм. реальной поверхности):

В целом, бруски из карбида кремния мне понравились. Из оксида алюминия - вызвал вопросы, но думаю, дело в первую очередь в неоптимальном выборе бруска под сталь - это ещё проверю в следующих пробах, где будут использованы ещё и обдирочные и заточные бруски из оксида алюминия.