Опробовал я бруски Петроградъ алмазные, полтавские, столярного типоразмера: 200х70х3мм. Алмазное зерно сорта АСН, концентрация 100%, связка медно-оловянная М2-01. Бруски сплошные, во всю толщину представляют собой алмазоносный слой.
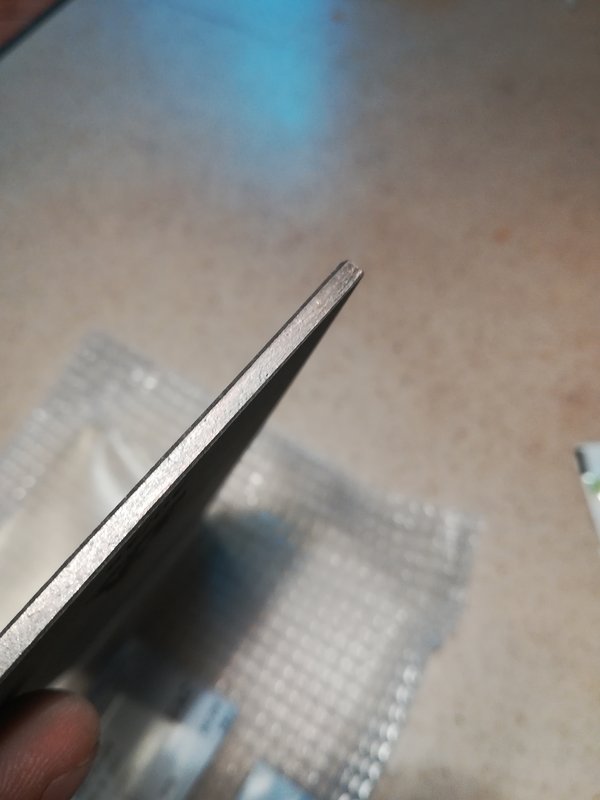
По геометрии (как выше сказал уважаемый Андрей Соколов от которого я их получил на тесты) есть некоторые отклонения от плоскопараллельности, но в пределах, не доставляющих дискомфорта при заточке. Тестовый клинок - аутдорник из быстрорежущей стали Р18 с заявленной твёрдостью 64 HRC. Заточка производилась с помощью самодельной приспособы типа "костыль", полный угол заточки - 32 градуса. СОЖ/ПАВ - 3 части уайт-спирита без запаха, 2 части гидравлического масла, 1 часть олеиновой кислоты. Я такое соотношение применял ранее при работе на хонинговальных алмазных брусках на такой же связке и мне очень понравилось высокой производительностью.
Рекомендовать всем для всех случаев не стану, особенно для длительной работы, в силу токсичности уайт-спирита. Можно обойтись и маслом или смесью его с олеинкой, либо сократить количество уайт-спирита. Но для собственных тестов я взял то, что мне нравится, что согласуется с промышленным применением брусков на подобных связках и с минусами чего я готов мириться и соблюдать разумную технику безопасности.
Все фотоснимки в обзоре кликабельны и доступна развёртка в оригинальный размер. Оптика, использовавшаяся для фото - для крупного плана и умеренного макро фрагментов брусков с маркировкой был взят объектив Olympus OM-System Zuiko Auto-Macro 50mm f/3.5, для микрофото использовался микроскопный объектив Ломо План 10х0.22 - прямая проекция на матрицу, масштаб съёмки 12:1, кадрирование.
Первым я взял, разумеется, самый грубый из предоставленных брусков - 40/28 мкм.:
Клинок для тестов был специально взят из стали, которую актуально иногда обрабатывать на алмазах и с довольно широкими фасками, для оценки производительности. Угол же - рядовой для подобных ножей, предполагалось оценить способность данных брусков создавать достаточно однородную режущую кромку при таком значении угла.
Поверхность всех брусков, участвующих в тесте - "из коробки".
Приступил к работе:

Съём происходит активный, шлам появляется сразу и в большом количестве. Одна из полезных особенностей применённой СОЖ/ПАВ в том, что частичное испарение, заставляющее задуматься о добавке, совпадает с моментом, когда уже пора удалить шлам с бруска - это и опытному человеку полезный "звоночек" в процессе работы, а новичку - тем более, так как визуально сложно заметить, какое количество снятого уже находится в шероховатости бруска, а чем больше шлама в ней, тем ниже производительность и однородность обработки. В общем, я считаю это плюсом данной смеси.
Сначала я удалял шлам просто промакивая брусок микрофибровой салфеткой, по аналогии с тем, как это делается при обработке на грубых масляных абразивах, чтобы их поверхность не собирала с салфетки ворс:

Но уже довольно скоро, мне это показалось недостаточно эффективным и я удалял уже как следует протирая брусок, предварительно нанеся на него свежей СОЖ/ПАВ. Выяснилось, что этот брусок не склонен срывать ворсинки с салфетки и стирать можно сколько угодно интенсивно. Чуть цепляют за салфетку только боковины бруска, а точнее, кромки фасок на них. Остальных тестируемых брусков это касается в той же мере.
Работа шла довольно быстро, скоро появился довольно жирный заусенец, который подрезанием не удалялся. Потому я выполнил технологический барьер на шкурке SIA P2000 и снова на том же бруске доработал до момента, когда новая заусенка ещё не появилась, но РК стала максимально достижимой по тонкости на нём - она способна резать салфетку и папиросную бумагу, с незначительными для заточки с такой шероховатостью РК "запинками" и снимать стружку с волос на голове.
Более простые рядовые тесты с бритьём предплечья и резом газеты, разумеется, она проходит элементарно, но их излишне даже упоминать - это легко достижимо и на намного более грубых абразивах. Соотношение шероховатости фасок и РК довольно хорошее, я бы сказал - сбалансированное, однако не обошлось без пары неприятных моментов:
1) поскольку брусок прирабатывался и выглаживался там, где я работал больше (хотя я старался распределять работу по бОльшей площади его), встреча в какой-то момент с ещё не приработавшимися в такой же степени участками, спровоцировала местами на кромке прорезы и забои.
На одном участке клинка даже оказалось вылетевшее из связки зёрнышко, которое, прочертив пару рисок по фаске, благополучно в ней и застряло:
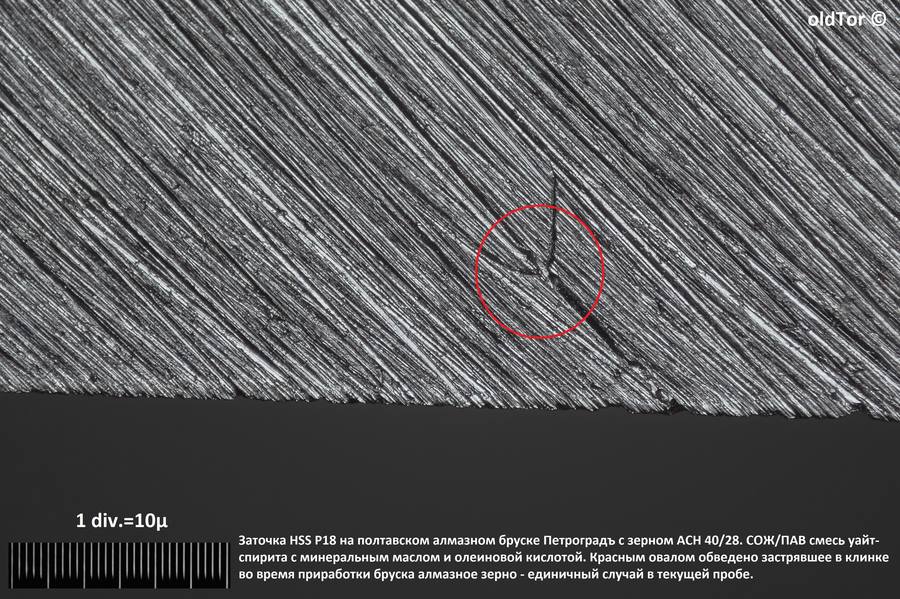
Однако, в целом, мне понравилось, как этот брусок сработал. Благодаря тому, что сорт зерна здесь АСН, а не какой-нибудь АС4, не произошло шаржирования в клинок множественных обломков зерна, а только одно единственное. И я полагаю, что при равномерной приработке всей поверхности бруска, такое повториться не должно.
При освежении бруска что притиркой, что травлением в растворе хлорного железа, что при комбинировании этих способов, надо будет постараться не допустить чрезмерного обнажения зёрен для предупреждения их выпадения из связки при начале работы на освежённых брусках. Сделал фото после работы на этом бруске для показа степени приработки/выглаживаемости рельефа рабочей плоскости - тактильно разница ощущается заметно:

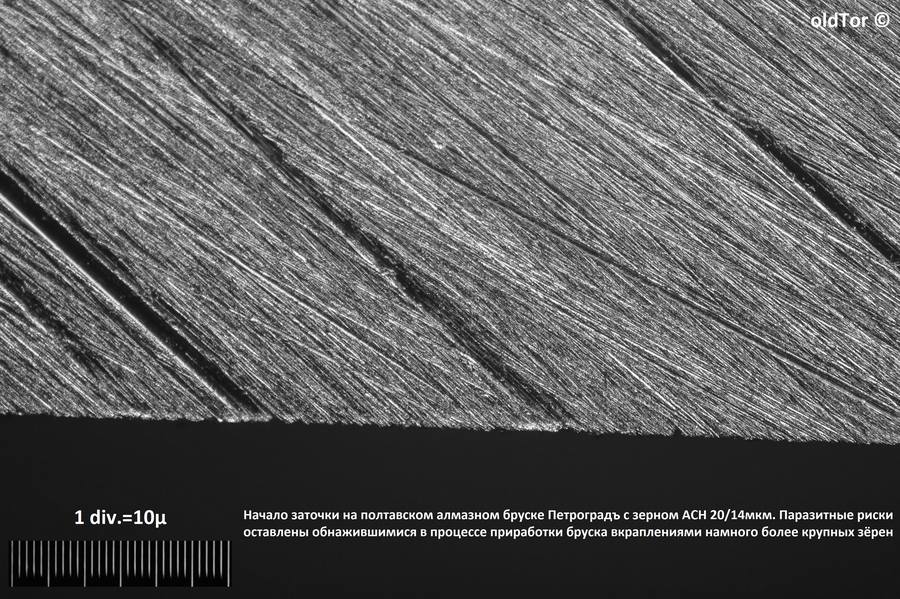
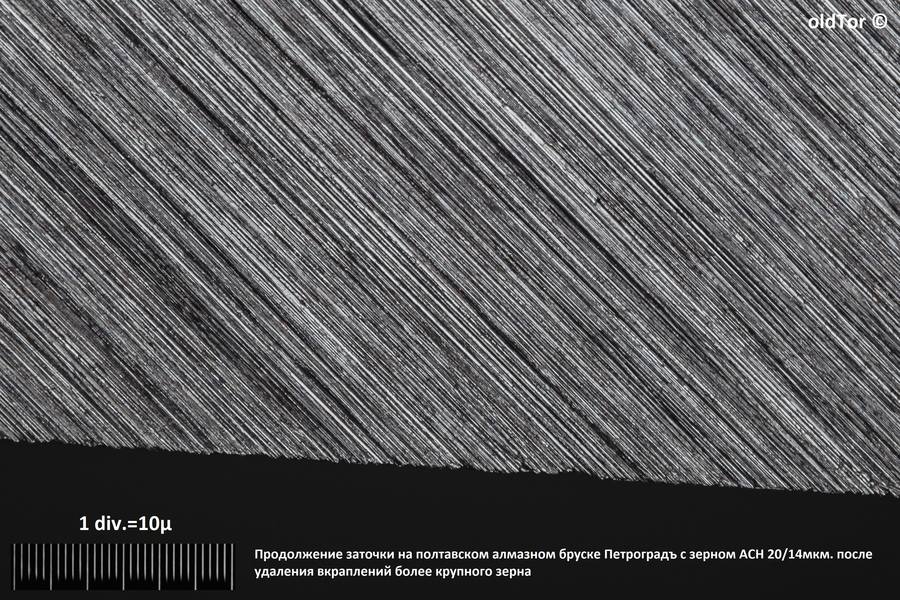
Следующим был взят брусок 20/14 мкм.:

В общем, работа шла по тому же сценарию, после удаления заусенца выполнением технологического барьера при работе далее в какой-то момент возникли проблемы - я заметил щелчки и проскальзывание клинка. Даже невооружённым взглядом стали заметны множественные паразитные риски на одной из фасок, отсутствие же в этих местах щербатин на РК обусловлено тем, что появились они после выполнения технологического барьера - т.е. я ещё не успел выйти на такую тонкость кромки, чтобы там образовались сильные деформации:
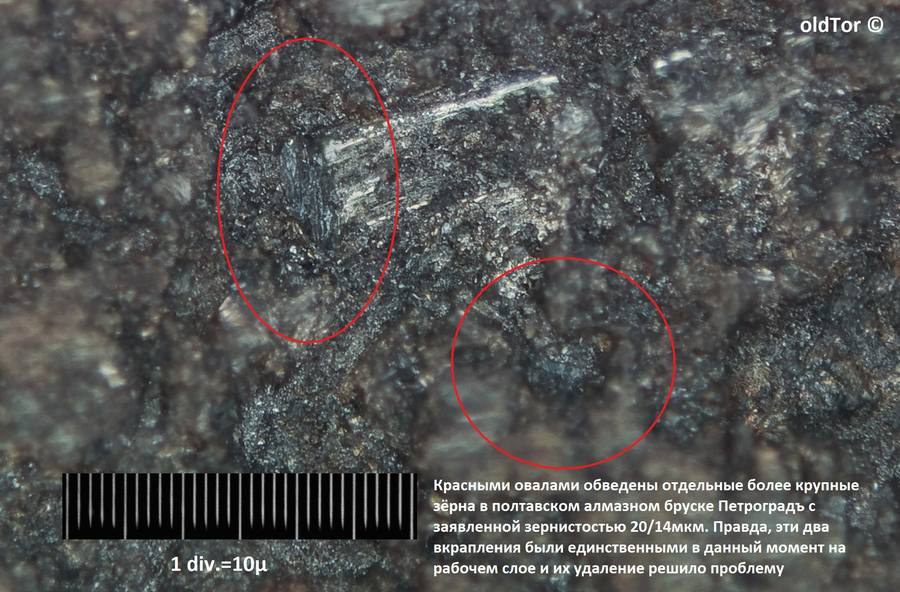
Довольно долго пришлось локализовать в микрооптику проблемный участок: это оказались пара вкраплений зёрен значительно большего размера, чем заявленная фракция. Во время приработки бруска, в какой-то момент они обнажились в достаточной степени, чтобы испортить работу. Поскольку эти зёрна тёмные, найти их было непросто, как и снять - кстати, заметно, насколько они выпирают - вся остальная поверхность вокруг - уже далеко за пределами резко изображаемого пространства использовавшегося микрообъектива:
Я удалил эти зёрна с помощью острого ребра бруска из вакуумплотной керамики на основе оксида алюминия - удалось их выбить и при том не выкопать лунку в поверхности бруска. Далее пришлось протачивать клинок на этом бруске снова, для удаления рисок, оставленных этими зёрнами. И делать это пришлось довольно долго и утомительно.
Тем более, что последствия глубоких рисок дали себя знать - кромка местами стала скалываться, что на этом клинке я никогда не наблюдал - у него при довольно высокой твёрдости вполне гармоничная вязкость и упругость и достаточно мелкая для быстрореза структура - при обычной моей его заточке на брусках на основе карбида кремния на тот же и даже меньший (30 градусов полного угла) угол, сколов на нём не бывало. Так что пришлось снова делать технологический барьер и снова протачивать.
Выглаживаемость этого бруска оказалась сильнее, чем у предыдущего (и последующего) при том отмечу, что шероховатость рельефов уже выгладившихся поверхностей и предыдущего бруска и этого - очень близка. И если для 40/28 она явно удачна, то для 20/14 она, пожалуй избыточна - я не назвал бы её оптимальной. Т.е. просто изменив фракцию, при прочих равных, не стоит рассчитывать на то, что бруски будут работать одинаково производительно. Но в конце-концов я доработал на нём, и получил удовлетворительный результат:
Максимально же достижимая острота при приемлемой кромке, в данных условиях оказалась ниже, чем при заточке на 40/28 - салфетку и папиросную бумагу после 20/14 клинок резал хуже, хотя и не намного. И как я уже сказал выше - выглаживаемость его оказалась сильнее, хотя я и работал на нём гораздо дольше в целом, но проявилось это раньше, чем при работе на предыдущем бруске. Вот снимок 20/14 после работы:

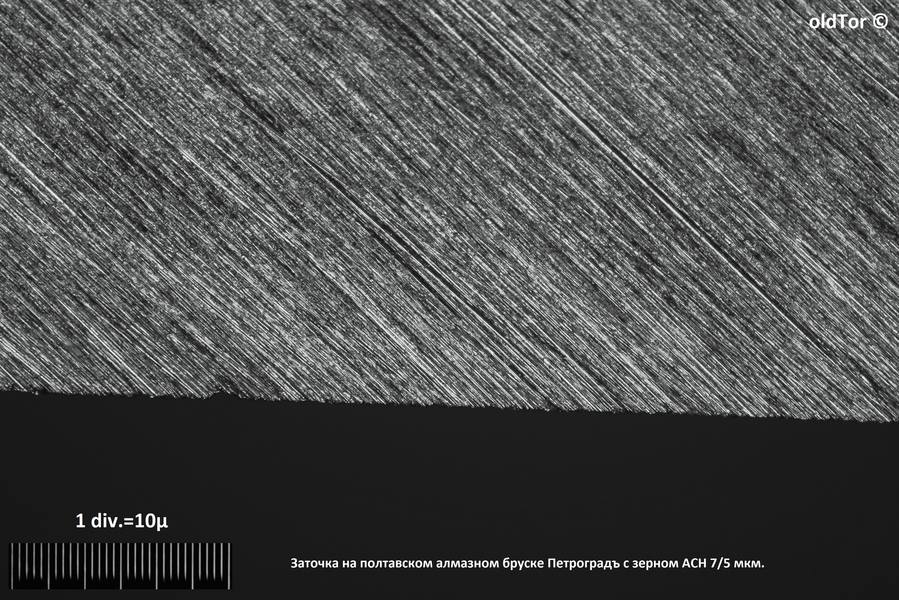
Далее взялся за последний брусок - 7/5мкм.:

На нём мне работать вполне понравилось. Он достаточно оперативно удалил риски от предыдущего, выглаживаемость и прирабатываемость же его оказалась выражена слабее, чем на предыдущих. Видимо, этим обусловлено то, что рисочки не такие гладенькие, как от предыдущих - мелкие задирчики на них выражены явнее к окончанию работы.
Шероховатость фасок и РК в целом имеет нормальное соотношение, хотя от абразивов с таким размером зерна я привык получать более тонкую обработку при тех же или меньших времязатратах. Но на это пенять не стоит - как всем, надеюсь, известно, зернистость абразива и получаемая на нём шероховатость не находится в прямой зависимости. В общем - всё довольно прилично. Я даже не запишу в минус бруску то, что кромка стала даже после технологического барьера, местами скрашиваться - это обсусловлено в большей степени тем, что твёрдые стали успешно обрабатываются алмазами тогда, когда углы заточки такие, для каких изначально разрабатывался алмазный инструмент - например резцов из быстрореза.
Как известно из исследований и специальной литературы, в промышленности, на алмазных брусках и кругах получают высокие результаты, но на резцах с гораздо большими углами и с чётко выверенными режимами работы. Перенос этой практики на режущий инструмент с приемлемыми для ножей углами заточки, не говоря уже про углы средние и малые - весьма спорен и во многих случаях себя не оправдывает и даже технологический барьер не спасает ситуацию - доточить потом на том же абразиве до максимально достижимой на неё остроты и однородности РК, что на любом абразиве получается как раз после предварительного выполнения тех. барьера - тоже срабатывает не всегда. В данном случае это не дало существенного прироста однородности обработки и не избавило меня от дефектов на кромке, прекрасно ощущающихся и ногтем и заставляющих клинок "спотыкаться" при тестовом резе того же газетного листа, не говоря уже про папиросную бумагу:
Как уже говорил выше - выглаживаемость и прирабатываемость данного бруска оказалась выражена наименее:

Резюмируя, я бы сказал, что в целом пробы оставили много положительных впечатлений. Брусок 40/28 - больше всех. У него самое лучшее сочетание производительности и обеспечиваемой инструменту шероховатости, причём и соотношение шероховатости фасок и РК тут наиболее удачное выходит по сравнению с остальными опробованными брусками. При этом на нём проще достигается острота, которую можно сравнить с получаемой при заточке таких же быстрорезов на брусках на основе карбида кремния.
По производительности он мне показался сопоставим с водниками на основе КК по таким сталям с подходящими для обработки быстрорежущих сталей связками. Выиграет тут у них засчёт меньшего износа; по скорости, пожалуй, догонит. Однородность будет слишком зависеть от угла заточки и техники заточки; полагаю тут некий паритет, условно. В общем, я бы такой брусок в свой арсенал взял. Хорошая штука.
20/14 мне не понравился. Не потому, что в нём оказались вкрапления "не по размеру", а по соотношению общей фракции с шероховатостью уже приработавшегося, скоростью выглаживания и невысокой производительностью. Вот он водники не догонит - сколько я на нём этот клинок мучал, я на брусках КК делаю раза в три быстрее.
7/5 мне в общем понравился - производительностью, низкой выглаживаемостью. В следующих пробах, полагаю, при бОльших углах заточки он позволит и на кромке получить лучшую однородность и остроту, чем в пробах нынешних. Тактильно в работе все эти бруски мне в общем понравились. Достаточно информативно.
В своей практике я вижу смысл в основном в брусках такого плана довольно крупнозернистых - 40/28 и грубее. Поскольку я в основном затачиваю инструмент с углами в среднем от 22 до 35 градусов, то алмазные бруски более мелких фракций мне не особо актуальны (дефектный слой от абразивов с выраженным агрессивным резанием при умеренных и малых углах легко превышает толщину бОльшей части обработанного при заточке участка клинка и провоцирует более глубокие сколы и прочие дефекты на кромке), а микрофаски на большие углы всё равно на ножах особо агрессивным абразивом я не делаю, либо делаю это на притирах. Но кто затачивает в основном бюджетную серийную продукцию с углами, преимущественно 36-50 градусов и толстым сведением - им они будут актуальны. Позволю себе предположить, что скорее всего, после 40/28 будет целесообразно либо действовать очень постепенно и сначала брать 28/20, так как риску от 40/28 удалять по не самым узким фаскам на 20/14 довольно долго, либо, если применять метод ступенчатой заточки, то уж тогда позволить себе сразу скачок на 14/10 с повышением угла.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.