Прошу прощения за оффтоп, я априорно ожидал что в этой теме больше людей которые работают с такими камнями и знают как их поддерживать, и ожидания оправдались.
Спасибо за совет, попробую!
Заточка и доводка ремесленных ножей, резцов по дереву, коже и пр.
Модератор: тень

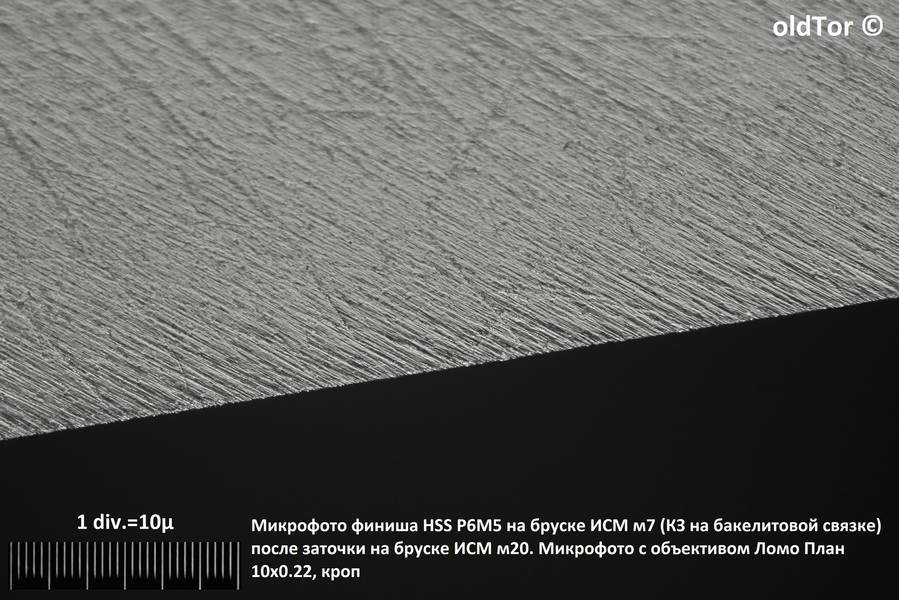
Попросил меня один знакомый при случае сделать микрофото доводки на каком-нибудь из брусков ИСМ на основе КЗ (зелёного карбида кремния - обозначение КЗ и обозначением КЧ для чёрного, пользовались в специальной литературе советского времени - гораздо удобнее, чем писать, как мы привыкли на форумах - КК чёрный или КК зелёный). Вот случай как раз и был - перетачивал себе косячок из быстрореза р6м5 и как раз на брусках ИСМ - на м20 и с повышением угла примерно на полградуса на м7 с работой на последнем доводочной техникой и с окончательным нанесением более выраженного микрозубчика, ориентированного в направление реза.
Заточка асимметричная - со стороны спуска 22 градуса (уменьшал, так как от правок разной степени "тяжести" уже прирос угол многовато) и 4 градуса контрфаска. Держит такой угол "на грани", но он у меня не по древесине, а по коже - например мездру подчищать, для того и контрфаска в своё время потребовалась - удобнее. По древесине я бы сделал угол поболее - за годы знакомства с разными быстрорезами мне мало их попадалось, чтобы держали нормально угол менее 30 и структурка была достаточно мелкая, чтобы получить кромку тоньше 2мкм., а на большинстве и такую толщину кромки с приемлемой однородностью получить трудно при вменяемом угле в силу крупности структуры. Поэтому, собственно, наверное столько народу предпочитает делать резцы по дереву из старых опасок-"клинов", преимущественно английских, которые уже как бритвы не могут быть использованы. Зато и твёрдость и вязкость на уровне, а главное - достижима намного более тонкая и однородная кромка, чем на высоколегированных сталях, а стойкость её, как правило, при не силовых работах - выше - не пытаются карбидики выкрашиваться.
Ну а для более мягких материалов и когда особо тонкая кромка не так нужна, то можно и вот на таком финише остановиться. Я, правда, обычно предпочитаю всё равно сделать потоньше, но тут решил, раз уж просили проиллюстрировать доводку на каком-то из ИСМ-овских брусков - сделаю на нём. У меня есть и м5, но учитывая, какая это редкость, я посчитал, что полезнее будет показать на примере м7:
Вообще, бруски, конечно классные - наверное на постсоветском пространстве единственные в своём роде по характеристикам. Ну и оказались просто шикарными в работе по высокованадиевым сталям, а вариативность работы просто восхитительная - отчасти я это демонстрировал на примере cpm s90v в теме об этих брусках - пост 26 по ссылке, а ранее там же в посте 5 делал пример работы м14 по cpm s125v:
https://www.myabrasive.ru/foru...&t=153&start=20
Ну и коллеги, кому довелось заполучить такие брусочки, много их хвалили как раз за работу по "ванадиевым монстрам" и по сталям "попроще", у которых в силу структуры, есть склонность к выпадению карбидов с РК при вменяемом угле заточки и по достижении кромкой определённой тонкости. Мягкость работы вкупе с высокой производительностью у этих брусков по твёрдым сталям замечательная. Однородность работы - тем выше, чем по более твёрдой и однородной по структуре стали работать.
Как можно видеть на фото - на фаске далече от РК остались следы рисок "сеткой" от зачистки следов обработки предыдущим абразивом и пр. Структура тут проявляется заметно при обработке практически любым абразивом, когда риска становится меньше или сопоставима по ширине и глубине со средним размером карбидов, и это не исправляет заключительная стадия доводки - т.н. "выхаживание" (вкратце - в механизированной обработке этим термином обычно обозначают окончательные несколько проходов без заглубляющей подачи и без поперечной, ну а в рамках ручной доводки - окончательные движения в нужном направлении с максимально убранным давлением вплоть до т.н. "отрицательного" - меньше веса клинка или абразива, в случае работы подвижным абразивом, а не клинком) , потому именно выхаживанием я и не стал завершать работу - наоборот, сделал последние движения и предварительно пройдясь по бруску слуриком, и с акцентом движения "на зерно".
Этим обусловились выраженные риски в самой зоне РК - выставление угла при том не менялось - концентрация обработки именно на кромке в таких случаях всё равно происходит при смене направления обработки и увеличения амплитуды, особенно если приспособление, которым угол выставлен, подразумевает участие кромки в его установке, а таких приспособ для заточки - большинство, как и использовавшийся в данном случае самодельный простейший "костылёк":

По сути, фаска при таком раскладе остаётся плоской, но глубина врезания зёрен абразива в сталь в зоне РК - чуть больше, но обычно, и вот как в данном случае, не превышает 10мкм. Т.е. по сути имеем не отклонение от угла, а изменение шероховатости на последних ~100-120мкм. ширины фаски. Снимал я, специально отклонив плоскость фаски от плоскости кадра, чтобы этот момент был более заметен.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Заточка асимметричная - со стороны спуска 22 градуса (уменьшал, так как от правок разной степени "тяжести" уже прирос угол многовато) и 4 градуса контрфаска. Держит такой угол "на грани", но он у меня не по древесине, а по коже - например мездру подчищать, для того и контрфаска в своё время потребовалась - удобнее. По древесине я бы сделал угол поболее - за годы знакомства с разными быстрорезами мне мало их попадалось, чтобы держали нормально угол менее 30 и структурка была достаточно мелкая, чтобы получить кромку тоньше 2мкм., а на большинстве и такую толщину кромки с приемлемой однородностью получить трудно при вменяемом угле в силу крупности структуры. Поэтому, собственно, наверное столько народу предпочитает делать резцы по дереву из старых опасок-"клинов", преимущественно английских, которые уже как бритвы не могут быть использованы. Зато и твёрдость и вязкость на уровне, а главное - достижима намного более тонкая и однородная кромка, чем на высоколегированных сталях, а стойкость её, как правило, при не силовых работах - выше - не пытаются карбидики выкрашиваться.
Ну а для более мягких материалов и когда особо тонкая кромка не так нужна, то можно и вот на таком финише остановиться. Я, правда, обычно предпочитаю всё равно сделать потоньше, но тут решил, раз уж просили проиллюстрировать доводку на каком-то из ИСМ-овских брусков - сделаю на нём. У меня есть и м5, но учитывая, какая это редкость, я посчитал, что полезнее будет показать на примере м7:
Вообще, бруски, конечно классные - наверное на постсоветском пространстве единственные в своём роде по характеристикам. Ну и оказались просто шикарными в работе по высокованадиевым сталям, а вариативность работы просто восхитительная - отчасти я это демонстрировал на примере cpm s90v в теме об этих брусках - пост 26 по ссылке, а ранее там же в посте 5 делал пример работы м14 по cpm s125v:
https://www.myabrasive.ru/foru...&t=153&start=20
Ну и коллеги, кому довелось заполучить такие брусочки, много их хвалили как раз за работу по "ванадиевым монстрам" и по сталям "попроще", у которых в силу структуры, есть склонность к выпадению карбидов с РК при вменяемом угле заточки и по достижении кромкой определённой тонкости. Мягкость работы вкупе с высокой производительностью у этих брусков по твёрдым сталям замечательная. Однородность работы - тем выше, чем по более твёрдой и однородной по структуре стали работать.
Как можно видеть на фото - на фаске далече от РК остались следы рисок "сеткой" от зачистки следов обработки предыдущим абразивом и пр. Структура тут проявляется заметно при обработке практически любым абразивом, когда риска становится меньше или сопоставима по ширине и глубине со средним размером карбидов, и это не исправляет заключительная стадия доводки - т.н. "выхаживание" (вкратце - в механизированной обработке этим термином обычно обозначают окончательные несколько проходов без заглубляющей подачи и без поперечной, ну а в рамках ручной доводки - окончательные движения в нужном направлении с максимально убранным давлением вплоть до т.н. "отрицательного" - меньше веса клинка или абразива, в случае работы подвижным абразивом, а не клинком) , потому именно выхаживанием я и не стал завершать работу - наоборот, сделал последние движения и предварительно пройдясь по бруску слуриком, и с акцентом движения "на зерно".
Этим обусловились выраженные риски в самой зоне РК - выставление угла при том не менялось - концентрация обработки именно на кромке в таких случаях всё равно происходит при смене направления обработки и увеличения амплитуды, особенно если приспособление, которым угол выставлен, подразумевает участие кромки в его установке, а таких приспособ для заточки - большинство, как и использовавшийся в данном случае самодельный простейший "костылёк":
По сути, фаска при таком раскладе остаётся плоской, но глубина врезания зёрен абразива в сталь в зоне РК - чуть больше, но обычно, и вот как в данном случае, не превышает 10мкм. Т.е. по сути имеем не отклонение от угла, а изменение шероховатости на последних ~100-120мкм. ширины фаски. Снимал я, специально отклонив плоскость фаски от плоскости кадра, чтобы этот момент был более заметен.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

Изначально написано oldTor:
Поэтому, собственно, наверное столько народу предпочитает делать резцы по дереву из старых опасок-"клинов", преимущественно английских, которые уже как бритвы не могут быть использованы. Зато и твёрдость и вязкость на уровне, а главное - достижима намного более тонкая и однородная кромка, чем на высоколегированных сталях, а стойкость её, как правило, при не силовых работах - выше - не пытаются карбидики выкрашиваться.
Шикарный обзор, Ярослав.
По поводу стойкости - это утверждение на уровне ощущений или какие-то тестирования были?
Проведу параллель из мира кухонных ножей, с которыми работал на порядок больше. так вот, при свермалых сведениях от 0 до 0,15 - по моим ЛИЧНЫМ ощущениям углеродки имеют бОльшую степень остроты и чистоту резу, чем легированные порошковые стали даже среднего порядка аля Элмакс, не говоря уже о S90V, но в плане стойкости РК проигрывают.
Спасибо.
Я в принципе не делаю утверждений по ощущениям, если не пишу обратного)
Всё проверено многократно и годами и сравнивалось и наблюдалась прогрессия характера деградаций кромок на разных сталях при одинаковых работах и инструменте.
По сведению тут я не вижу смысла сравнивать, в ракурсе обсуждения. На стойкость кромки при собственно резе при работах по коже и древесине, без боковых и ударных нагрузок - это не влияет.
"Дьявол в деталях" тут в угле заточки и в достигаемой тонкости и однородности РК.
Например, такие же косяки из напильников (один у13а, второй - без понятия, отличается чуть большей вязкостью, но это легко может быть та же сталь просто с чутка другой термичкой) позволяют получить кромку тоньше. И если по коже разница в работе в чистоте реза но не в его лёгкости, то по древесине лёгкость реза у HSS ниже, ибо кромка толще. При тех уже углах заточки. Т.е. у нас и усилие при резе различается.
Т.е. тут уже сравнивать стойкость сложно, так как разность толщины кромки на это влияет и прилагаемое усилие при работе. Если сделать одинаковую - скажем в обоих случаях ~2мкм., то лёгкость реза +- одна, а по стойкости выше напильник - для него такая тонкость кромки далеко не предел, а однородность её гораздо выше. А для быстрорезов - это часто не только предельная тонкость РК, или почти что предельная, но и часто не достижимая, с рельефом на ней менее 3-4 мкм. Причина - структура.
Разумеется, можно прибавлять угол, пока не получится что на быстрорезах, что на порошках, получить кромку достаточно однородную по рельефу - в районе 2мкм. и толщиной не более 2-х мкм. Но и на быстрорезах и на той же S90V для этого и угол нужен минимум 32, а лучше 33-34 градуса. При том что такая толщина РК - вовсе не "предел мечтаний" по остроте, и обычно недостаток этой самой тонкости РК компенсируют агрессией реза засчёт более выраженных рисок или обнажения структуры стали. Но действуя таким манером - мы ещё дальше уходим от чистоты реза.
Мне на косяке или резце по дереву такие углы и пр. не подходят.
На кухне я древесину не режу, а по продуктам, ну кроме разделочных ножей, мне опять-таки углы более 30, а лучше 24-26 градусов - не очень нравятся.
Ну и элмакс я предпочитаю больше, чем s90v, потому как у элмакса насыщенность карбидами несколько меньше, и достигаемая тонкость кромки при угле в 30-32 градуса - выше. 1мкм. сделать можно. Сравнивать же его стойкость со стойкостью такой же по однородности и рельефу кромке s90v - получится при её толщине 2-3мкм., так как при тех же 30-32 градуса, сделать на ней такую же по рельефу кромку с толщиной менее среднего размера карбидов, а они там 2-3 мкм. - не получится.
Я всё это сравнивал и мерял неоднократно, потому меня не убеждают сравнения, когда в методологии сравнений нет таких исходных данных, как тонкость и шероховатость сравниваемых кромок при точно известном результирующем угле на РК (а не том, который установил заточник на приспособе и неизвестно, насколько всё уехало).
А утверждения типа "я заточил до одинаковой остроты сравниваемые клинки",когда это проверяется только лишь способностью резать некий тестовый материал, без измерений рельефа/шероховатости самой РК, толщины её - это всё туфта и на серьёзные сравнения не может претендовать.
Если, скажем, я "за тест" остроты беру способность РК брить предплечье и резать легко газетный лист - это легко можно сделать и клинком с заточкой на круге F120, а кто-то этого добивается на брусках не грубее, скажем, м40. Даст факт бритья предплечья в таком случае адекватное представление о разнице кромок? По-моему - нет.
Тоже самое и на более тонких этапах - кто-то вообще режет волос заусенцем, а кто-то сделает этот тест нормально заточенной кромкой, скажем, с шероховатостью её под 6-7мкм. при толщине в 2-3 мкм. А кто-то - доведённой кромкой, толщиной менее 1мкм. Опять-таки, сказать, что это всё "заточено одинаково" - невозможно. Хотя такими понятиями и без измерений - оперируют постоянно. А потом удивляются, почему, например, я, как и многие мои друзья и знакомые - в гробу видали результаты всяких "соревнований", где не методология, а жалкая пародия на неё.
Ну и в оценке стойкости свои нюансы - я, например, вижу большую разницу в оценке стойкости того или иного клинка и в том, в частности, каков характер деформаций. Потому как они могут быть и легко исправляемыми и не критичными, а могут быть и катастрофичными - например с выломом целых фрагментов с РК не "по-карбидно" - а целыми кусками её, что, на мой взгляд, катастрофично и для многих работ и для ресурса инструмента, да и по затратам на восстановление.
Если клинок продолжает "крейсерски" резать, пусть и не так уже весело, как при первоначальной остроте, тот или иной материал до полного затупления долго и при уже значительном усилии, а в таких "сражениях" выигрывают порошки и быстрорезы - то это резонно только в том случае, если строго такой результат нас устраивает. на некоторых ножах, в т.ч. кухонных - меня устраивает.
Но на резцах и косяках где важнее чистота и лёгкость реза, так как чем он легче, тем выше точность работы; малый угол и где правку делают, когда клинок теряет т.н. "первоначальную" остроту, т.е. когда работают преимущественно на такой остроте, а не на "крейсерской для кухонника или аутдорника" после потери первоначальной - критерии некоторой кухни и аутдора уже не катят.
Это совершенно разные для меня вещи.
И считаю более целесообразным тут проводить параллели как раз таки с бритвами (или микротомными ножами, к примеру, или ножами машинки, которой стригусь - там не пошуткуешь типа "а, пофиг, ещё полгода проходит" - как начнёт волос драть, так сразу будешь и править своевременно и к заточке тщательнее относиться) - далеко не всех устраивает править бритву раз в год, а в два - перетачивать. Наилучшее бритьё обычно идёт месяца 2-3, после чего комфортность и чистота бритья снижается довольно заметно - кто-то продолжает пользоваться, просто добавляя перед направкой на чистом ремне ещё ХБ-шный или пастированный, и пользуется дальше, берясь за правку на камнях с префинишного этапа или отдавая в заточку где-то через год.
А кто-то предпочитает всегда получать удовольствие от комфортного и чистого бритья - через эти самые пару-тройку месяцев, когда для направки перестаёт хватать чистого кожаного ремня - делает правку с префинишного этапа - преддоводка и доводка.
Так для меня и в работе с клинками, которыми режу кожу и древесину "начисто".
А для более грубой работы по древесине - ну вот да, у меня есть и косяки из быстрореза и стамеску себе делал из очень удачного, и стойкость у него на уровне. 28 градусов держит. Но вот кромка-то у него всегда толще. Это компенсируется в резе тем, что можно сделать кромку, например, более агрессивной, но чистота реза и усилия при резе всё равно другие. Но от этого инструмента я и не требую более тонкой работы. А многим и острота и рез этого инструмента кажется настолько хорошей, что им большего не нужно. Ну а кому-то нужно.
Снова возвращаясь к кухне - при работе по продуктам, эту разницу в толщине кромок и снижение лёгкости реза почувствовать сложнее, чем при резе древесины и часто на эту разницу можно "наплевать". Но это, как ни крути - уже другая область применения режущего инструмента и сам инструмент другой всё-таки:
Стойкость определяется пробегом между переточками - в широком смысле. В более узком - между заточкой и правкой. Ну так вот критерии критичного затупления - они для разного инструмента и в разных работах - ну совсем разные. Иногда при прочих равных просто на более тяжёлом клинке на кухне позднее решим, что пора бы подправить, или при более длинном) Ну и можно до кучи сопутствующих факторов, влияющих на субъективные оценки нами того, что "время правки пришло" перечислить.
В конце-концов от массы и силы юзера тоже зависит, как и от техники работы инструментом, да и понятия о комфорте работы у всех тоже разные. Но мне кажется, что именно в силу этих разностей, сравнения обязательно должны быть сопровождены конкретными цифрами и измерениями и начать надо хотя бы с параметров сравниваемых кромок. В своей личной практике я именно это и делаю. Тем более, что моя субъективность в оценке "пора править" будет одинакова при подобном инструменте, но из разных сталей, а вот исходная РК - уже нет, она будет во многом зависеть от возможностей стали.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Я в принципе не делаю утверждений по ощущениям, если не пишу обратного)
Всё проверено многократно и годами и сравнивалось и наблюдалась прогрессия характера деградаций кромок на разных сталях при одинаковых работах и инструменте.
По сведению тут я не вижу смысла сравнивать, в ракурсе обсуждения. На стойкость кромки при собственно резе при работах по коже и древесине, без боковых и ударных нагрузок - это не влияет.
"Дьявол в деталях" тут в угле заточки и в достигаемой тонкости и однородности РК.
Например, такие же косяки из напильников (один у13а, второй - без понятия, отличается чуть большей вязкостью, но это легко может быть та же сталь просто с чутка другой термичкой) позволяют получить кромку тоньше. И если по коже разница в работе в чистоте реза но не в его лёгкости, то по древесине лёгкость реза у HSS ниже, ибо кромка толще. При тех уже углах заточки. Т.е. у нас и усилие при резе различается.
Т.е. тут уже сравнивать стойкость сложно, так как разность толщины кромки на это влияет и прилагаемое усилие при работе. Если сделать одинаковую - скажем в обоих случаях ~2мкм., то лёгкость реза +- одна, а по стойкости выше напильник - для него такая тонкость кромки далеко не предел, а однородность её гораздо выше. А для быстрорезов - это часто не только предельная тонкость РК, или почти что предельная, но и часто не достижимая, с рельефом на ней менее 3-4 мкм. Причина - структура.
Разумеется, можно прибавлять угол, пока не получится что на быстрорезах, что на порошках, получить кромку достаточно однородную по рельефу - в районе 2мкм. и толщиной не более 2-х мкм. Но и на быстрорезах и на той же S90V для этого и угол нужен минимум 32, а лучше 33-34 градуса. При том что такая толщина РК - вовсе не "предел мечтаний" по остроте, и обычно недостаток этой самой тонкости РК компенсируют агрессией реза засчёт более выраженных рисок или обнажения структуры стали. Но действуя таким манером - мы ещё дальше уходим от чистоты реза.
Мне на косяке или резце по дереву такие углы и пр. не подходят.
На кухне я древесину не режу, а по продуктам, ну кроме разделочных ножей, мне опять-таки углы более 30, а лучше 24-26 градусов - не очень нравятся.
Ну и элмакс я предпочитаю больше, чем s90v, потому как у элмакса насыщенность карбидами несколько меньше, и достигаемая тонкость кромки при угле в 30-32 градуса - выше. 1мкм. сделать можно. Сравнивать же его стойкость со стойкостью такой же по однородности и рельефу кромке s90v - получится при её толщине 2-3мкм., так как при тех же 30-32 градуса, сделать на ней такую же по рельефу кромку с толщиной менее среднего размера карбидов, а они там 2-3 мкм. - не получится.
Я всё это сравнивал и мерял неоднократно, потому меня не убеждают сравнения, когда в методологии сравнений нет таких исходных данных, как тонкость и шероховатость сравниваемых кромок при точно известном результирующем угле на РК (а не том, который установил заточник на приспособе и неизвестно, насколько всё уехало).
А утверждения типа "я заточил до одинаковой остроты сравниваемые клинки",когда это проверяется только лишь способностью резать некий тестовый материал, без измерений рельефа/шероховатости самой РК, толщины её - это всё туфта и на серьёзные сравнения не может претендовать.
Если, скажем, я "за тест" остроты беру способность РК брить предплечье и резать легко газетный лист - это легко можно сделать и клинком с заточкой на круге F120, а кто-то этого добивается на брусках не грубее, скажем, м40. Даст факт бритья предплечья в таком случае адекватное представление о разнице кромок? По-моему - нет.
Тоже самое и на более тонких этапах - кто-то вообще режет волос заусенцем, а кто-то сделает этот тест нормально заточенной кромкой, скажем, с шероховатостью её под 6-7мкм. при толщине в 2-3 мкм. А кто-то - доведённой кромкой, толщиной менее 1мкм. Опять-таки, сказать, что это всё "заточено одинаково" - невозможно. Хотя такими понятиями и без измерений - оперируют постоянно. А потом удивляются, почему, например, я, как и многие мои друзья и знакомые - в гробу видали результаты всяких "соревнований", где не методология, а жалкая пародия на неё.
Ну и в оценке стойкости свои нюансы - я, например, вижу большую разницу в оценке стойкости того или иного клинка и в том, в частности, каков характер деформаций. Потому как они могут быть и легко исправляемыми и не критичными, а могут быть и катастрофичными - например с выломом целых фрагментов с РК не "по-карбидно" - а целыми кусками её, что, на мой взгляд, катастрофично и для многих работ и для ресурса инструмента, да и по затратам на восстановление.
Если клинок продолжает "крейсерски" резать, пусть и не так уже весело, как при первоначальной остроте, тот или иной материал до полного затупления долго и при уже значительном усилии, а в таких "сражениях" выигрывают порошки и быстрорезы - то это резонно только в том случае, если строго такой результат нас устраивает. на некоторых ножах, в т.ч. кухонных - меня устраивает.
Но на резцах и косяках где важнее чистота и лёгкость реза, так как чем он легче, тем выше точность работы; малый угол и где правку делают, когда клинок теряет т.н. "первоначальную" остроту, т.е. когда работают преимущественно на такой остроте, а не на "крейсерской для кухонника или аутдорника" после потери первоначальной - критерии некоторой кухни и аутдора уже не катят.
Это совершенно разные для меня вещи.
И считаю более целесообразным тут проводить параллели как раз таки с бритвами (или микротомными ножами, к примеру, или ножами машинки, которой стригусь - там не пошуткуешь типа "а, пофиг, ещё полгода проходит" - как начнёт волос драть, так сразу будешь и править своевременно и к заточке тщательнее относиться) - далеко не всех устраивает править бритву раз в год, а в два - перетачивать. Наилучшее бритьё обычно идёт месяца 2-3, после чего комфортность и чистота бритья снижается довольно заметно - кто-то продолжает пользоваться, просто добавляя перед направкой на чистом ремне ещё ХБ-шный или пастированный, и пользуется дальше, берясь за правку на камнях с префинишного этапа или отдавая в заточку где-то через год.
А кто-то предпочитает всегда получать удовольствие от комфортного и чистого бритья - через эти самые пару-тройку месяцев, когда для направки перестаёт хватать чистого кожаного ремня - делает правку с префинишного этапа - преддоводка и доводка.
Так для меня и в работе с клинками, которыми режу кожу и древесину "начисто".
А для более грубой работы по древесине - ну вот да, у меня есть и косяки из быстрореза и стамеску себе делал из очень удачного, и стойкость у него на уровне. 28 градусов держит. Но вот кромка-то у него всегда толще. Это компенсируется в резе тем, что можно сделать кромку, например, более агрессивной, но чистота реза и усилия при резе всё равно другие. Но от этого инструмента я и не требую более тонкой работы. А многим и острота и рез этого инструмента кажется настолько хорошей, что им большего не нужно. Ну а кому-то нужно.
Снова возвращаясь к кухне - при работе по продуктам, эту разницу в толщине кромок и снижение лёгкости реза почувствовать сложнее, чем при резе древесины и часто на эту разницу можно "наплевать". Но это, как ни крути - уже другая область применения режущего инструмента и сам инструмент другой всё-таки:
Стойкость определяется пробегом между переточками - в широком смысле. В более узком - между заточкой и правкой. Ну так вот критерии критичного затупления - они для разного инструмента и в разных работах - ну совсем разные. Иногда при прочих равных просто на более тяжёлом клинке на кухне позднее решим, что пора бы подправить, или при более длинном) Ну и можно до кучи сопутствующих факторов, влияющих на субъективные оценки нами того, что "время правки пришло" перечислить.
В конце-концов от массы и силы юзера тоже зависит, как и от техники работы инструментом, да и понятия о комфорте работы у всех тоже разные. Но мне кажется, что именно в силу этих разностей, сравнения обязательно должны быть сопровождены конкретными цифрами и измерениями и начать надо хотя бы с параметров сравниваемых кромок. В своей личной практике я именно это и делаю. Тем более, что моя субъективность в оценке "пора править" будет одинакова при подобном инструменте, но из разных сталей, а вот исходная РК - уже нет, она будет во многом зависеть от возможностей стали.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
В рамках проб моего нового чугунного притира, попробовал заточку довольно твёрдой японской углеродки на нём, с алмазным зерном АСМ 3/2 мкм.
Работал по обычному для себя сценарию с олеинкой и уайт-спиритом - сначала подправлял плоскость, потом заточка, технологический барьер на тонкой шкурке, засаленной графитом, и финиш на том же притире с тем же зерном.

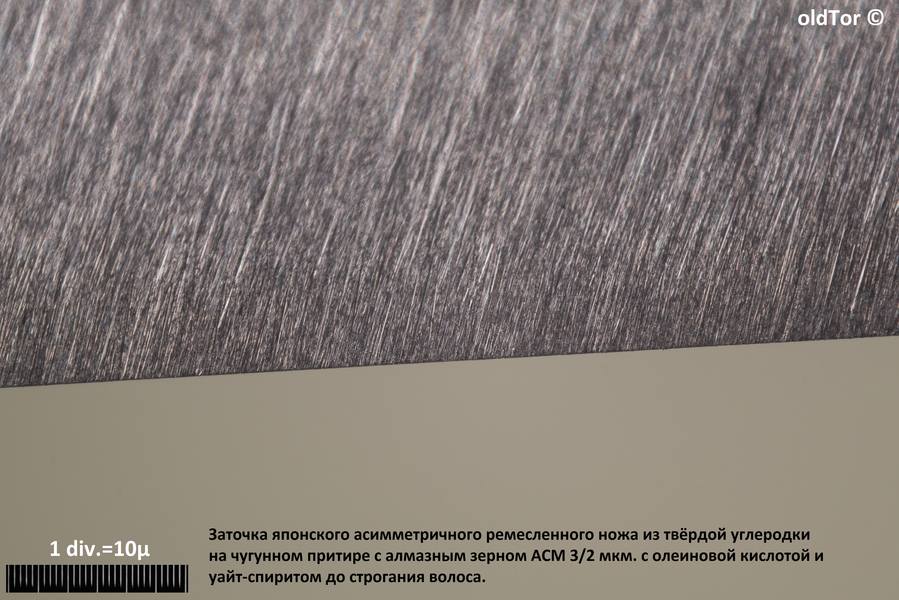
Работает быстро, тактильно мягко и информативно, удалось избежать сколов - всё весьма однородно и остро - кромка строгает волос.
Вот всё-таки насколько важна однородность стали - в обзоре по заточке D2 с крупной структурой (пост 78 по ссылке: Повреждения D2 на костях. Как точить (предотвратить впредь). )
- этот же притир с этим же зерном не позволил сделать однородной кромки.
А на рядовой твёрдой японской углеродке с хорошей однородной структурой - всё прекрасно и чудесно, да и работа даже по меньшему пятну контакта и при значительно меньшем угле заточки получается тоньше и однороднее.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Работал по обычному для себя сценарию с олеинкой и уайт-спиритом - сначала подправлял плоскость, потом заточка, технологический барьер на тонкой шкурке, засаленной графитом, и финиш на том же притире с тем же зерном.
Работает быстро, тактильно мягко и информативно, удалось избежать сколов - всё весьма однородно и остро - кромка строгает волос.
Вот всё-таки насколько важна однородность стали - в обзоре по заточке D2 с крупной структурой (пост 78 по ссылке: Повреждения D2 на костях. Как точить (предотвратить впредь). )
- этот же притир с этим же зерном не позволил сделать однородной кромки.
А на рядовой твёрдой японской углеродке с хорошей однородной структурой - всё прекрасно и чудесно, да и работа даже по меньшему пятну контакта и при значительно меньшем угле заточки получается тоньше и однороднее.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

для работы по твердому дереву очень даже, да и стоит подольше, такая кромка, однако замечу , что на своем этапе. Для инструмента на окончательном этапе чаще встречаются стали эвтектоидные или доэвтектоидные, на этих операциях съем поменьше, кила резания меньше и требования к поверхности выше. Чем мягче материал, тем менее углеродитсую сталь можно использовать. Карбидное зерно в структуре таких сталей мельче, получаемые кромки тоньше, поверхность получается качественнее.А для более грубой работы по древесине - ну вот да, у меня есть и косяки из быстрореза и стамеску себе делал из очень удачного, и стойкость у него на уровне
Все верно, никаких противоречий в ваших утверждниях, Ярослав, все, как всегда наглядно.
Пара интересных цитат:
1)По поводу паст и их нанесения на кожу, интересная цитата из книги конца 19в. - примечательно, что уже тогда и для любительского уровня рекомендовалось тонкий абразив со смазывающей и пропитывающей субстанцией, после нанесения нагреть и хорошенько втереть в кожу, а не просто её намазать, да слоем потолще, и в таком виде юзать, как позднее (да и сейчас) делают очень многие:
И из той же книги, в ракурсе применения или масляных суспензий, или полусвязанного зерна (в источнике не уточняется) любопытно упоминание добавления наждачного порошка на арканзас:
Книга целиком:
Перси Лео.Краткое изложение резьбы по дереву. Руководство для любителей, 1895 (о заточке - стр. 12-17)
http://casa-madera.ru/SVP/upload/rezba_persi.pdf
https://www.htbook.ru/derevoob...rezby-po-derevu
(качество скана одинаковое - один и тот же по обеим ссылкам, и низковатое, но искомые страницы читабельны)
Ну и ещё добавлю ссылку на одну книгу начала 20в.:
Герригель Ф., фон Бюллов Э. 1910. Плоская резьба по дереву ( 2015, репринтное издание 1910 г.) Перевод - М. А. Нетыкса. О заточке там буквально "пара слов", но любопытно, что это Германия, а рекомендован для заточки арканзас, а "если дорог", то вашита или турецкий камень - с.62)
https://www.booksite.ru/fulltext/gerigel/text.pdf
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
1)По поводу паст и их нанесения на кожу, интересная цитата из книги конца 19в. - примечательно, что уже тогда и для любительского уровня рекомендовалось тонкий абразив со смазывающей и пропитывающей субстанцией, после нанесения нагреть и хорошенько втереть в кожу, а не просто её намазать, да слоем потолще, и в таком виде юзать, как позднее (да и сейчас) делают очень многие:
И из той же книги, в ракурсе применения или масляных суспензий, или полусвязанного зерна (в источнике не уточняется) любопытно упоминание добавления наждачного порошка на арканзас:
Книга целиком:
Перси Лео.Краткое изложение резьбы по дереву. Руководство для любителей, 1895 (о заточке - стр. 12-17)
http://casa-madera.ru/SVP/upload/rezba_persi.pdf
https://www.htbook.ru/derevoob...rezby-po-derevu
(качество скана одинаковое - один и тот же по обеим ссылкам, и низковатое, но искомые страницы читабельны)
Ну и ещё добавлю ссылку на одну книгу начала 20в.:
Герригель Ф., фон Бюллов Э. 1910. Плоская резьба по дереву ( 2015, репринтное издание 1910 г.) Перевод - М. А. Нетыкса. О заточке там буквально "пара слов", но любопытно, что это Германия, а рекомендован для заточки арканзас, а "если дорог", то вашита или турецкий камень - с.62)
https://www.booksite.ru/fulltext/gerigel/text.pdf
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Предлагаю поделиться информацией о заточке V-образных стамесок.
Начну с одного из примеров собственного опыта - чаще всего я сталкивался с маленькими резцами по дереву V-образными с фасками с внешней стороны.
Вот очередной - на первом снимке заводская "заточка" (резец из японского набора - у меня такой же - Yoshiharu:

ну а эту знакомому перетачивал) - я уже было разок провёл по заточному бруску, но остановился и решил это дело сфотографировать, так так ситуация типическая - вот только масло толком не стёр, как оказалось:

Как видно на фото - полный отстой. "Зуб" - очень явный на самом уголке, в на выходе к сторонам - впадины. Конечно, резать это нормально не может.
Поскольку угол резца 90 градусов, то правка внутренней стороны (кстати, заполированной и даже с вполне пристойной геометрией) легко делается на почти любом бруске, благо у многих, как правило, боковина под 90 градусов, а шероховатость боковин если отличается от притирке рабочей плоскости, так несложно либо перепритереть одинаково, на каких-то из своих камней, либо просто задействовать пару рёбер с разных сторон бруска или камня, чтобы прорабатывать равномерно. Я это сделал на Нортоновском хард-арканзасе, предварительно выполнив технлогический барьер, удалив "зуб" и заточил на нём же, предварительно слегка пройдясь по фаскам на индиа файн:
Некоторую скруглённость выводить не стал - на резчицком инструменте краешки таких стамесок при необходимости рекомендуется скруглять. Правда, выяснилось, что я чуть-чуть недоубрал "впадины" к уголку, так что потребовалось ещё раз аккуратно подровнять. Ну и ещё подточить, на том же арканзасе. Разумеется, выполняя "переворот" через уголок, снимая с него тоже (иначе снова вырастет "зуб" а перед ним, особенно при небольших углах, появятся впадины, как у заводской заточки - из-за разности жёсткости, и чем тоньше становится кромка, тем это сильнее проявляется). Затем я немного уменьшив угол, прошёлся по истёртой шкурке P3000 на основе КК с олеинкой (она истёрта до состояния - "только подполировать"), а угол уменьшил, чтобы не завалить кромку, но при том сгладить выходы на фаски с "тела" резца. Ну а кромку далее направил на чепраковой коже с крокусом и получил результат, который аккуратно и чисто режет:

Пяточка уголка осталась не сглаженной, я предлагал сделать, но мне было сказано, что данным резцом режут только неглубокие совсем канавки, и дополнительная обработка пятки не требуется. Себе-то я привык всё равно там чуть больше снимать и сглаживать всё.
P.S. В тему упомяну профилированный камушек Нанива, который когда-то себе купил и в 2017 г. начал использовать - выкладывал его фото и маркировку тут - пост 97 по ссылке:
Заточка и доводка ремесленных ножей, резцов по дереву, коже и пр.
Так вот - на мой, сугубо личный взгляд - камень никудышный. С водой работать не хочет, засаливается как сволочь, гладит и не режет. Поскольку стоял вопрос - "выбросить или заставить как-то работать", ибо продавать такой просто стыдно, попробовал перевести его на масло - оказалось существенно лучше, особенно после того, как я все его "геометрии" прошёл брусочками или шкурками, для создания какой-то шероховатости (суспензиями это делать неудобно) и дабы удалить засаленность. Но даже это "существенно лучше" - до уровня работы нормальных абразивов, на мой взгляд, не дотягивает - не рекомендую тратить деньги на такой камень. Лучше спрофилировать самостоятельно какие-нибудь недорогие кусочки камней и брусков, доказавших хорошую абразивную способность и однородность работы. Ну и выбор по твёрдости/обновляемости так куда шире будет, под разные задачи.
P.S.
О заточке резчицкого инструмента, в частности V-образного, в т.ч. о применении деревянного фасонного притира под абразив, для обработки внутренней стороны - цитата из книги:
Леланд, Чарльз Годфрей.
Резьба по дереву : Перевод с последнего англ. изд.: Руководство для любителей / G. Leland. - Москва: М.А. Нетыкса, 1896. Стр. 154-155
"Камни, потребные для натачивания резчицких инструментов, могут быть приобретены почти везде. Обыкновенно употребляют арканзасский
камень. Его можно иметь в полосках, верхние и
нижние края которых заточены так, что соответствуют внутренней поверхности инструментов. Наружныя стороны инструментов точатся на боках
камней, на которых скоро образуются соответствующие желобки. Для маленьких жилкователей и V-образных долотьевъ вырезывается кусок ели (поперек
волокон) такъ, чтобы онъ вполне соответствовал
внутренней стороне точимаго инструмента, намазывается масломъ, посыпается наждаком и употребляется
для точения внутренней поверхности инструмента."
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Начну с одного из примеров собственного опыта - чаще всего я сталкивался с маленькими резцами по дереву V-образными с фасками с внешней стороны.
Вот очередной - на первом снимке заводская "заточка" (резец из японского набора - у меня такой же - Yoshiharu:
ну а эту знакомому перетачивал) - я уже было разок провёл по заточному бруску, но остановился и решил это дело сфотографировать, так так ситуация типическая - вот только масло толком не стёр, как оказалось:
Как видно на фото - полный отстой. "Зуб" - очень явный на самом уголке, в на выходе к сторонам - впадины. Конечно, резать это нормально не может.
Поскольку угол резца 90 градусов, то правка внутренней стороны (кстати, заполированной и даже с вполне пристойной геометрией) легко делается на почти любом бруске, благо у многих, как правило, боковина под 90 градусов, а шероховатость боковин если отличается от притирке рабочей плоскости, так несложно либо перепритереть одинаково, на каких-то из своих камней, либо просто задействовать пару рёбер с разных сторон бруска или камня, чтобы прорабатывать равномерно. Я это сделал на Нортоновском хард-арканзасе, предварительно выполнив технлогический барьер, удалив "зуб" и заточил на нём же, предварительно слегка пройдясь по фаскам на индиа файн:
Некоторую скруглённость выводить не стал - на резчицком инструменте краешки таких стамесок при необходимости рекомендуется скруглять. Правда, выяснилось, что я чуть-чуть недоубрал "впадины" к уголку, так что потребовалось ещё раз аккуратно подровнять. Ну и ещё подточить, на том же арканзасе. Разумеется, выполняя "переворот" через уголок, снимая с него тоже (иначе снова вырастет "зуб" а перед ним, особенно при небольших углах, появятся впадины, как у заводской заточки - из-за разности жёсткости, и чем тоньше становится кромка, тем это сильнее проявляется). Затем я немного уменьшив угол, прошёлся по истёртой шкурке P3000 на основе КК с олеинкой (она истёрта до состояния - "только подполировать"), а угол уменьшил, чтобы не завалить кромку, но при том сгладить выходы на фаски с "тела" резца. Ну а кромку далее направил на чепраковой коже с крокусом и получил результат, который аккуратно и чисто режет:
Пяточка уголка осталась не сглаженной, я предлагал сделать, но мне было сказано, что данным резцом режут только неглубокие совсем канавки, и дополнительная обработка пятки не требуется. Себе-то я привык всё равно там чуть больше снимать и сглаживать всё.
P.S. В тему упомяну профилированный камушек Нанива, который когда-то себе купил и в 2017 г. начал использовать - выкладывал его фото и маркировку тут - пост 97 по ссылке:
Заточка и доводка ремесленных ножей, резцов по дереву, коже и пр.
Так вот - на мой, сугубо личный взгляд - камень никудышный. С водой работать не хочет, засаливается как сволочь, гладит и не режет. Поскольку стоял вопрос - "выбросить или заставить как-то работать", ибо продавать такой просто стыдно, попробовал перевести его на масло - оказалось существенно лучше, особенно после того, как я все его "геометрии" прошёл брусочками или шкурками, для создания какой-то шероховатости (суспензиями это делать неудобно) и дабы удалить засаленность. Но даже это "существенно лучше" - до уровня работы нормальных абразивов, на мой взгляд, не дотягивает - не рекомендую тратить деньги на такой камень. Лучше спрофилировать самостоятельно какие-нибудь недорогие кусочки камней и брусков, доказавших хорошую абразивную способность и однородность работы. Ну и выбор по твёрдости/обновляемости так куда шире будет, под разные задачи.
P.S.
О заточке резчицкого инструмента, в частности V-образного, в т.ч. о применении деревянного фасонного притира под абразив, для обработки внутренней стороны - цитата из книги:
Леланд, Чарльз Годфрей.
Резьба по дереву : Перевод с последнего англ. изд.: Руководство для любителей / G. Leland. - Москва: М.А. Нетыкса, 1896. Стр. 154-155
"Камни, потребные для натачивания резчицких инструментов, могут быть приобретены почти везде. Обыкновенно употребляют арканзасский
камень. Его можно иметь в полосках, верхние и
нижние края которых заточены так, что соответствуют внутренней поверхности инструментов. Наружныя стороны инструментов точатся на боках
камней, на которых скоро образуются соответствующие желобки. Для маленьких жилкователей и V-образных долотьевъ вырезывается кусок ели (поперек
волокон) такъ, чтобы онъ вполне соответствовал
внутренней стороне точимаго инструмента, намазывается масломъ, посыпается наждаком и употребляется
для точения внутренней поверхности инструмента."
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Пара слов о тестах на достаточную степень остроты в некоторой литературе, посвящённой резьбе и резчицкому инструменту:
Ногтевой тест режущей кромки и тест на рез волоса применялся/применяется не только на бритвах - цитата из книги:
"Чтобы убедиться в том, что инструмент острый, как бритва, достаточно без всякого нажима медленно провести лезвием по костяной пластинке или ногтю большого пальца левой руки. Если лезвие скользит свободно нож или стамеска отточены недостаточно; если же чувствуется некоторая замедленность в скольжении инструмент достаточно острый."
С. В. Милюков
Как научиться резьбе по дереву, 1958. Стр. 11
В дореволюционных книгах, в т.ч. переводных с немецкого и английского, постоянно встречается оценка хорошей заточки резчицкого инструмента "как бритва" и, само собой, отмечается, что инструмент должен давать чистый гладкий срез.
При этом, можно встретить упоминание и теста на рез волоса, хотя и производимого иначе, нежели на бритвах:
" Степень натачивания пробуютъ волосомъ, т.-е. подымаютъ инструментъ жаломъ кверху, прикладываютъ на жало
поперечно волосъ и делаютъ сильный дувокъ ртомъ: если при
этомъ волосъ перережется, значитъ натачивание сделано хорошо.
По другому способу, более распространенному, пробуютъ мож етъ ли инструментъ брить кожу на руке, т.-е. безболезненно
и безъ усилiя срезать тончайший слой верхней кожицы. Кроме
того требуется, чтобы жало было прямолинейное, а не волнистое. Если натачивание удовлетворяетъ этому требованию, то оно сделано какъ подобаетъ."
Герригель Ф., фон Бюллов Э. 1910. Плоская резьба по дереву. Перевод - М. А. Нетыкса. Стр. 131
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Ногтевой тест режущей кромки и тест на рез волоса применялся/применяется не только на бритвах - цитата из книги:
"Чтобы убедиться в том, что инструмент острый, как бритва, достаточно без всякого нажима медленно провести лезвием по костяной пластинке или ногтю большого пальца левой руки. Если лезвие скользит свободно нож или стамеска отточены недостаточно; если же чувствуется некоторая замедленность в скольжении инструмент достаточно острый."
С. В. Милюков
Как научиться резьбе по дереву, 1958. Стр. 11
В дореволюционных книгах, в т.ч. переводных с немецкого и английского, постоянно встречается оценка хорошей заточки резчицкого инструмента "как бритва" и, само собой, отмечается, что инструмент должен давать чистый гладкий срез.
При этом, можно встретить упоминание и теста на рез волоса, хотя и производимого иначе, нежели на бритвах:
" Степень натачивания пробуютъ волосомъ, т.-е. подымаютъ инструментъ жаломъ кверху, прикладываютъ на жало
поперечно волосъ и делаютъ сильный дувокъ ртомъ: если при
этомъ волосъ перережется, значитъ натачивание сделано хорошо.
По другому способу, более распространенному, пробуютъ мож етъ ли инструментъ брить кожу на руке, т.-е. безболезненно
и безъ усилiя срезать тончайший слой верхней кожицы. Кроме
того требуется, чтобы жало было прямолинейное, а не волнистое. Если натачивание удовлетворяетъ этому требованию, то оно сделано какъ подобаетъ."
Герригель Ф., фон Бюллов Э. 1910. Плоская резьба по дереву. Перевод - М. А. Нетыкса. Стр. 131
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
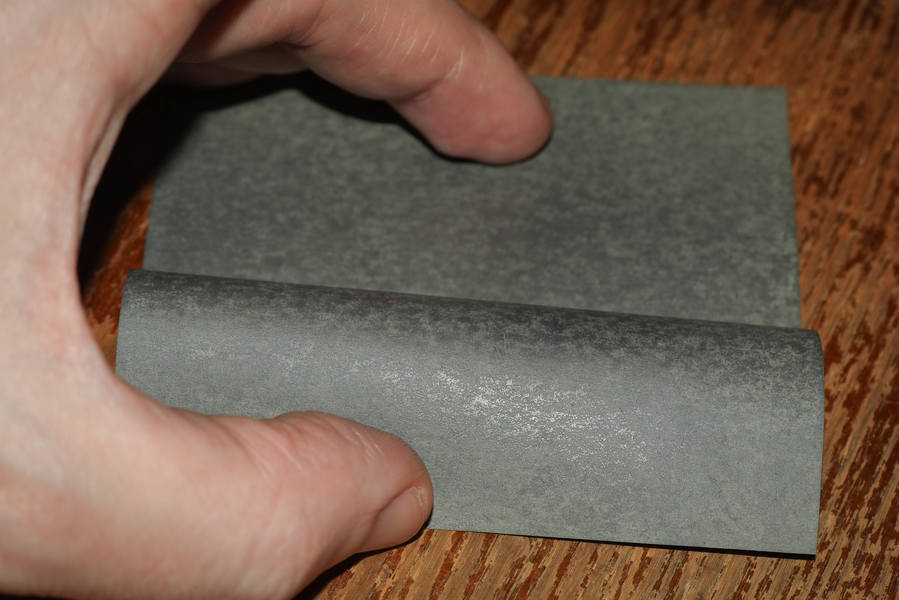
По поводу употребляемой стороны ремня и заодно упоминание о крокусе снова, в старой спец. литературе.
Как известно, ныне рунет запружен видеороликами и печатными сентенциями по поводу направки на коже, и зачастую, демонстрируется нанесение паст на мездровую сторону. Однако, как неоднократно упоминалось, традиционно (до "потери Школы"), употреблялась именно гладкая сторона кожи, что в полной мере сохранилось и сейчас в практике направки бритв, но почти потерялось в направке иного режущего инструмента.
Причём речь и про направку как на чистой, так и на пастированной коже.
Очередное упоминание использование гладкой стороны кожи, мне снова попалось на глаза в книге:
Леланд, Чарльз Годфрей.
Резьба по дереву : Пер. с послед. англ. изд. : Руководство для любителей / G. Leland. - Москва : М.А. Нетыкса, 1896.
"Правочный ремень - это кусокъ твердой, гладкой кожи, наклеенный на плоскую деревянную планку. Его слѣдуетъ подготовить при помощи деревяннаго масла и наждачной пудры или трепела (подбавляемыхъ по мѣрѣ надобности) или при помощи препарата изъ свиного сала и крокуса. При отсутствии ремня правка инструментовъ можетъ быть произведена даже на гладкой липовой доскѣ,-собственно на ея торцѣ." (стр. 17).
Ссылки:
https://viewer.rusneb.ru/ru/rs...e=0&theme=white
https://rusneb.ru/catalog/000199_000009_003674890/
("деревянное масло" - низший сорт масла оливкового)
Использование же мездровой стороны, да ещё не вычищенной и не выровненной как следует, с неснятым избытком ворса, часто служит для "дотачивания", т.е. исправления и сокрытия косяков заточки, либо применяется на кругах, для обработки после грубого заточного круга, решая, по сути, те же задачи - "доточить" за грубым абразивом и замаскировать блеском недочёты как геометрии, так и однородности и тонкости обработки.
До уровня обработки, которую обеспечивает гладкая и правильно подготовленная сторона кожи - разумеется, это недотягивает, микрогеометрию заточки портит сильнее, собирает на себя гораздо больше пыли и труднее очищается, активнее "взращивает" заусенец. Про миф о том, как этим методом заусенец удаляют - уже много было ранее написано, мною в т.ч. и с примерами. Крупный - да. Можно так "снести", но остаётся т.н. "бородка", либо кромка приобретает завал.
Но не всем, конечно, подходит переход с мездровой стороны кожи с избытком пасты, лежащей слоями на уже наглухо забитой снятым на что-то лучшее, так как направка на гладкой коже, что с абразивом, что без, требует намного более тщательной заточки и доводки режущей кромки. Т.е. время - это не экономит. Зато позволяет получить намного более высокую точность, тонкость и качество направки.
К тому же позволяет не расходовать избыточно пасты (а значит, "выделившийся" таким манером ресурс можно пустить на пасты более высокого качества) и легче очищать поверхность как от посторонней пыли, так и от отработки - собственно снятой стали, продукты истирания окисных плёнок, фрагментов микрозаусенок и, иногда, выпавших с РК карбидов и их фрагментов, что, засоряя кожу, как снижает её производительность, так и нарушает абразивную гигиену - легко приводит к паразитным рискам-царапинам на обрабатываемой поверхности.
В общем - в разумной практике имеет место и то и другое, и мездровая и гладкая сторона, главное уяснить, что для чего целесообразнее применять - для какого инструмента, какой ответственности обработки и на каких этапах. В ручной направке, мездровой стороне кожи существует альтернатива в виде тканевых ремней - для более грубой обработки и при том с меньшей тенденцией к прилипанию инструмента к стропе, а значит с минимизацией образования заусенца и при том с приростом производительности благодаря выбору достаточно крупного плетения стропы и использования абразивных паст либо порошков с маслом, соответственной фракции.
Как известно, ныне рунет запружен видеороликами и печатными сентенциями по поводу направки на коже, и зачастую, демонстрируется нанесение паст на мездровую сторону. Однако, как неоднократно упоминалось, традиционно (до "потери Школы"), употреблялась именно гладкая сторона кожи, что в полной мере сохранилось и сейчас в практике направки бритв, но почти потерялось в направке иного режущего инструмента.
Причём речь и про направку как на чистой, так и на пастированной коже.
Очередное упоминание использование гладкой стороны кожи, мне снова попалось на глаза в книге:
Леланд, Чарльз Годфрей.
Резьба по дереву : Пер. с послед. англ. изд. : Руководство для любителей / G. Leland. - Москва : М.А. Нетыкса, 1896.
"Правочный ремень - это кусокъ твердой, гладкой кожи, наклеенный на плоскую деревянную планку. Его слѣдуетъ подготовить при помощи деревяннаго масла и наждачной пудры или трепела (подбавляемыхъ по мѣрѣ надобности) или при помощи препарата изъ свиного сала и крокуса. При отсутствии ремня правка инструментовъ можетъ быть произведена даже на гладкой липовой доскѣ,-собственно на ея торцѣ." (стр. 17).
Ссылки:
https://viewer.rusneb.ru/ru/rs...e=0&theme=white
https://rusneb.ru/catalog/000199_000009_003674890/
("деревянное масло" - низший сорт масла оливкового)
Использование же мездровой стороны, да ещё не вычищенной и не выровненной как следует, с неснятым избытком ворса, часто служит для "дотачивания", т.е. исправления и сокрытия косяков заточки, либо применяется на кругах, для обработки после грубого заточного круга, решая, по сути, те же задачи - "доточить" за грубым абразивом и замаскировать блеском недочёты как геометрии, так и однородности и тонкости обработки.
До уровня обработки, которую обеспечивает гладкая и правильно подготовленная сторона кожи - разумеется, это недотягивает, микрогеометрию заточки портит сильнее, собирает на себя гораздо больше пыли и труднее очищается, активнее "взращивает" заусенец. Про миф о том, как этим методом заусенец удаляют - уже много было ранее написано, мною в т.ч. и с примерами. Крупный - да. Можно так "снести", но остаётся т.н. "бородка", либо кромка приобретает завал.
Но не всем, конечно, подходит переход с мездровой стороны кожи с избытком пасты, лежащей слоями на уже наглухо забитой снятым на что-то лучшее, так как направка на гладкой коже, что с абразивом, что без, требует намного более тщательной заточки и доводки режущей кромки. Т.е. время - это не экономит. Зато позволяет получить намного более высокую точность, тонкость и качество направки.
К тому же позволяет не расходовать избыточно пасты (а значит, "выделившийся" таким манером ресурс можно пустить на пасты более высокого качества) и легче очищать поверхность как от посторонней пыли, так и от отработки - собственно снятой стали, продукты истирания окисных плёнок, фрагментов микрозаусенок и, иногда, выпавших с РК карбидов и их фрагментов, что, засоряя кожу, как снижает её производительность, так и нарушает абразивную гигиену - легко приводит к паразитным рискам-царапинам на обрабатываемой поверхности.
В общем - в разумной практике имеет место и то и другое, и мездровая и гладкая сторона, главное уяснить, что для чего целесообразнее применять - для какого инструмента, какой ответственности обработки и на каких этапах. В ручной направке, мездровой стороне кожи существует альтернатива в виде тканевых ремней - для более грубой обработки и при том с меньшей тенденцией к прилипанию инструмента к стропе, а значит с минимизацией образования заусенца и при том с приростом производительности благодаря выбору достаточно крупного плетения стропы и использования абразивных паст либо порошков с маслом, соответственной фракции.
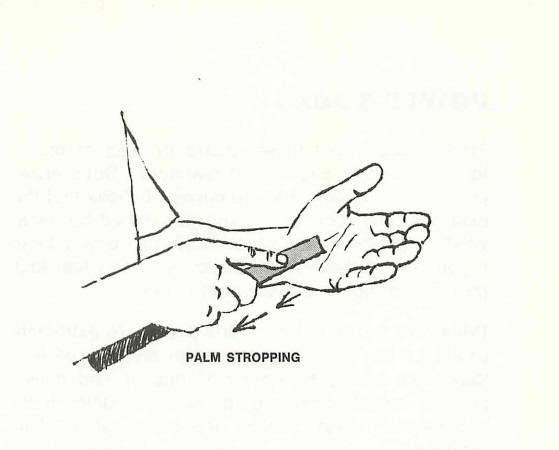
К слову о направке инструмента на ладони. Упоминания подобного способа направки не редкость, особенно в ракурсе направки бритв. Встречается и в литературе, посвящённой резьбе по дереву.
Есть у этого метода и устоявшееся англоязычное название: "palm stropping".
Приведу цитату из книги Woodcarving Techniques & Projects. James B. Johnstone. 1971. Стр. 25
( https://vk.com/doc169722048_45...9dc4268693ed646 )
"Many experienced carvers find that a two or three-stage stropping works best: first on a strop loaded with jeweler's rouge, then on a plain leather strop, finally in the palm of the hand."
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Есть у этого метода и устоявшееся англоязычное название: "palm stropping".
Приведу цитату из книги Woodcarving Techniques & Projects. James B. Johnstone. 1971. Стр. 25
( https://vk.com/doc169722048_45...9dc4268693ed646 )
"Many experienced carvers find that a two or three-stage stropping works best: first on a strop loaded with jeweler's rouge, then on a plain leather strop, finally in the palm of the hand."
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

Интересно, проверка "сильный дувокъ ртомъ" для каких углов заточки реальна?
Для резцов и "долотьев" для ручной резьбы, про которые речь - в основном указываются и употребляются углы от 20 до 35 градусов.
В принципе этот вариант теста реален и на бОльших углах, если сталь позволяет сделать действительно тонкую кромку - т.е. 2мкм. и тоньше.
Я в своё время пробовал изучить эти пределы по углам, но уже так давно, что не помню ничего - как занялся плотно заточкой опасок, перешёл полностью на принятый для опасок тест, при котором просто волос плавно опускается на РК и должен мягко разрезаться с чистым срезом без "хвостика" на расстоянии не менее 10мм. от точки удержания, и обычно этот диапазон на самых лучших бритвах, что мне попадались, и какие у меня есть - от 20 до 70мм. от точки удержания волоса+-. Но на опасках и диапазон углов другой - от 13 до 21, но это крайние значения - в основном примерно 15-19.
При случае попробую может ради интереса вернуться к этим тестам на максимальный угол для теста "дувком".
P.S.
А вот вспомнил, что при 40 градусах на очень качественно приготовленной 440с на клинках немецкого производства начала 2000-х получалось. Хотя она и не с самой мелкой структурой далеко. Полагаю, что на zdp-189 и s30v будет получаться при определённом характере финиша при, например, 40 град., ибо бритвенный тест на рез волоса они вменяемо и при 50 град. образованных узкими микрофасками могут проходить.
Низколегированным инструменталкам и углеродкам - это, конечно, будет проще.
P.P.S.
У меня сейчас вот отлогая (т.е. "полукруглая", у которой длина дуги составляет до 1/4 включительно, от её окружности) стамеска из рессорно-пружинной 60С2А оттермиченной на 60 HRC при ~39 градусах (это после многих правок такой угол - пора переточить) - справляется, как выяснилось, нормально, с этим тестом.
В принципе этот вариант теста реален и на бОльших углах, если сталь позволяет сделать действительно тонкую кромку - т.е. 2мкм. и тоньше.
Я в своё время пробовал изучить эти пределы по углам, но уже так давно, что не помню ничего - как занялся плотно заточкой опасок, перешёл полностью на принятый для опасок тест, при котором просто волос плавно опускается на РК и должен мягко разрезаться с чистым срезом без "хвостика" на расстоянии не менее 10мм. от точки удержания, и обычно этот диапазон на самых лучших бритвах, что мне попадались, и какие у меня есть - от 20 до 70мм. от точки удержания волоса+-. Но на опасках и диапазон углов другой - от 13 до 21, но это крайние значения - в основном примерно 15-19.
При случае попробую может ради интереса вернуться к этим тестам на максимальный угол для теста "дувком".
P.S.
А вот вспомнил, что при 40 градусах на очень качественно приготовленной 440с на клинках немецкого производства начала 2000-х получалось. Хотя она и не с самой мелкой структурой далеко. Полагаю, что на zdp-189 и s30v будет получаться при определённом характере финиша при, например, 40 град., ибо бритвенный тест на рез волоса они вменяемо и при 50 град. образованных узкими микрофасками могут проходить.
Низколегированным инструменталкам и углеродкам - это, конечно, будет проще.
P.P.S.
У меня сейчас вот отлогая (т.е. "полукруглая", у которой длина дуги составляет до 1/4 включительно, от её окружности) стамеска из рессорно-пружинной 60С2А оттермиченной на 60 HRC при ~39 градусах (это после многих правок такой угол - пора переточить) - справляется, как выяснилось, нормально, с этим тестом.
Понятно, спасибо. Я применительно к ножам рассматриваю. Для углов 30-40 градусов. Угол меньше 30 требует аккуратности и не на всяком материале удержится, а больше 40 уже многовато, как на мой взгляд.
На ножах, как по мне, более чем достаточно, когда волос просто непринуждённо застругивается.
Резать же его как при бритвенном тесте или "дувком" может не получаться из-за того, что кромке сообщена бОльшая агрессивность за счёт либо обнажения структуры стали, либо размера и формы + частоты рисок или и того и другого, так как на ножах обычно всё-таки даже и при весьма тонкой заточке, нужна именно выраженная агрессия реза.
На бритвах-то и на резчицком инструменте однородность РК нужна иная - там чистота реза рулит и лёгкость его.
Ну и на ножах, которыми охота повырезать что-то из дерева или для каки-то ещё отдельных задач.
Т.е. прохождение теста может сильно различаться не только в зависимости от достигнутой тонкости РК, но и в зависимости от её характера.
Ну, кроме того, если у Вас преимущественно стали высоколегированные и с высокой насыщенностью карбидами, то получить РК тоньше среднего размера карбидов (т.е. порядка 2-3мкм., как на хороших порошках) - довольно непросто, а иногда и нереально, т.е. кромка не будет такой уж тонкой. Разве что угол не повысите ещё.
Потому из таких сталей резчицкий инструмент и не делается, как правило. Равно как и бритвы.
Отдельные маргинальные попытки - не в счёт))
Резать же его как при бритвенном тесте или "дувком" может не получаться из-за того, что кромке сообщена бОльшая агрессивность за счёт либо обнажения структуры стали, либо размера и формы + частоты рисок или и того и другого, так как на ножах обычно всё-таки даже и при весьма тонкой заточке, нужна именно выраженная агрессия реза.
На бритвах-то и на резчицком инструменте однородность РК нужна иная - там чистота реза рулит и лёгкость его.
Ну и на ножах, которыми охота повырезать что-то из дерева или для каки-то ещё отдельных задач.
Т.е. прохождение теста может сильно различаться не только в зависимости от достигнутой тонкости РК, но и в зависимости от её характера.
Ну, кроме того, если у Вас преимущественно стали высоколегированные и с высокой насыщенностью карбидами, то получить РК тоньше среднего размера карбидов (т.е. порядка 2-3мкм., как на хороших порошках) - довольно непросто, а иногда и нереально, т.е. кромка не будет такой уж тонкой. Разве что угол не повысите ещё.
Потому из таких сталей резчицкий инструмент и не делается, как правило. Равно как и бритвы.
Отдельные маргинальные попытки - не в счёт))
Я как ориентир рассматриваю. Пока для себя хорошим результатом на ноже считаю рез туалетной бумаги. С волосом это будет следующий этап. Типа научусь волос дутьём резать, значит очередной шаг в умении заточки сделал.
Честно говоря, у меня сложились некоторые сомнения по поводу тестов на рез туалетной бумаги и тонкой салфетки именно ножами (вот рез мокрой салфетки или туал. бум. ножницами - другое дело).
Есть впечатление, что не прохождение или прохождение неудовлетворительно этого теста во многих случаях может происходить не из-за недостаточной остроты-тонкости-однородности кромки, а в силу геометрии клинка и геометрии его заточки. Т.е. если тестировать таким образом клинки очень подобные, то - да, влияние геометрии будет +- одинаковым и тест можно считать репрезентативным.
Если совсем разные - то очень вмешивается геометрия, когда уже клинок погрузился в разрезаемые столь мягкие материалы "по спуски", и чем дальше погружается - тем больше общая геометрия может влиять.
В этом плане мне больше нравится тест на однородность реза тонкой папиросной бумаги (которая тоньше чем у сигарет - та, что продаётся тонкая-прозрачная для самокруток) - и как "листка" и свёрнутой в трубочку.
Есть впечатление, что не прохождение или прохождение неудовлетворительно этого теста во многих случаях может происходить не из-за недостаточной остроты-тонкости-однородности кромки, а в силу геометрии клинка и геометрии его заточки. Т.е. если тестировать таким образом клинки очень подобные, то - да, влияние геометрии будет +- одинаковым и тест можно считать репрезентативным.
Если совсем разные - то очень вмешивается геометрия, когда уже клинок погрузился в разрезаемые столь мягкие материалы "по спуски", и чем дальше погружается - тем больше общая геометрия может влиять.
В этом плане мне больше нравится тест на однородность реза тонкой папиросной бумаги (которая тоньше чем у сигарет - та, что продаётся тонкая-прозрачная для самокруток) - и как "листка" и свёрнутой в трубочку.
Надо будет попробовать.
В свете вышесказанного по поводу направки и употребляемой стороны ремня а также направки на ладони, приведу пример.
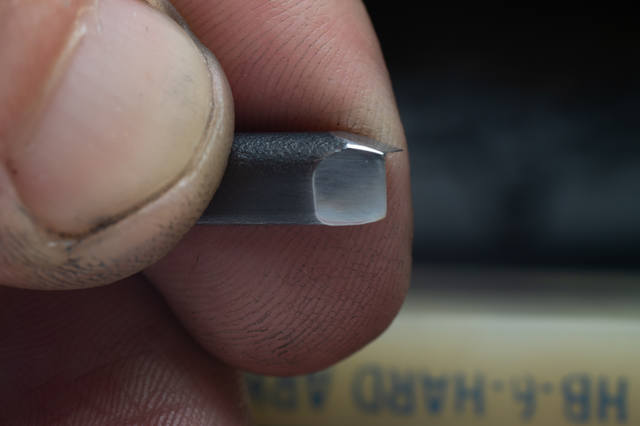
Затачивал тут резчицкий нож Narex 8941 10. Угол заточных фасок полный ~25 град., угол микрофасок полный - 32 градуса. Микрофаска на байкалите, притёртом на суспензии КЗ F600. Байкалит вот такой "природносрощенный" - обработка велась на более светлой, тактильно несколько более нежной в работе стороне, разумеется с маслом:

После камушка направил на кусочке чепраковой кожи, на мездровой стороне с пастой ГОИ номер 1 - т.е. имитация того, как это часто делают. Для точности сравнения, направка делалась с помощью "костылька" (что я в принципе считаю не нужным - любой мало-мальски опытных заточник делает её вручную, но мне надо было избежать инсинуаций в "погрешности работы вручную"), чуть понизив угол (примерно на 0,5 градуса на сторону), чтобы эта сторона и с этой пастой, которой я всё равно положил меньше, чем обычно делают, не сильно валила кромку. Давление - под весом костылька и крупного магнита на нём. Сделал 8 проходов на сторону.
Как и следовало ожидать, произошёл завал кромки, причём в силу "ворсистости" мездровой стороны, кромка стала неравномерной и приобрела где-то большие, а где-то меньшие завалы из-за неравномерности ворса, склеенного пастой, кроме того, как водится у казённой ГОИ - в ней попадается какой-то мусор - появляются паразитные риски от частиц намного крупнее карбидов в этой стали, а в одном месте даже, похоже, какая-то частица застряла в фаске (как потом оказалось - так оно и было) и вообще, создаётся впечатление, что поверхность фаски загрубилась:
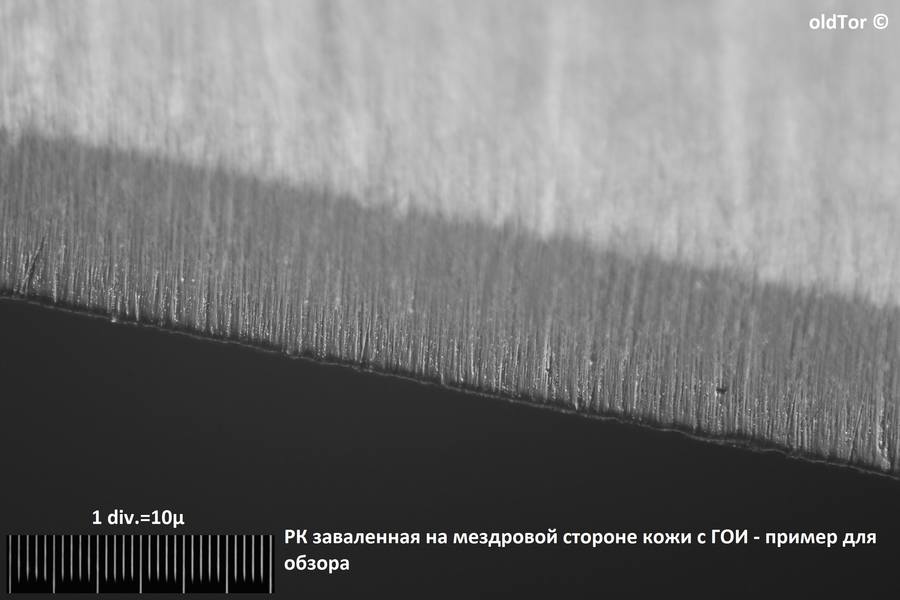
В общем - я испортил нормальный финиш на байкалите таким манером. Т.е. произошла типическая ошибка и очень распространённая, о которой я и те, у кого я учился, говорили многие годы - завал кромки, напрочь убивающий результат заточки и от характера кромки, полученной на хорошем финишном камне, равно как и от желаемой микрогеометрии заточки, не остаётся и следа. А применение паст низкого качества нарушает абразивную гигиену и сажает свои косяки.
Режет такая кромка? Режет. Но - плохо. Во-первых, а это видно по тому, как мне пришлось отклонить микрофаску от плоскости кадра, чтобы показать "кромку" - увеличился угол, а скругление - собственно завал - сконцентрировано в самой зоне РК. Работа насмарку, впрочем у нас полстраны так направляет и считает, что "всё в порядке". Но это лишь печальная действительность, и моя цель - сделать её наглядной для широкого круга читателей, не пользующихся оптическим контролем при заточке.
Позднее в обзоре я покажу, как режет такая кромка.
А пока что я покажу, как исправлял ситуацию. На тот же угол переточил на том же камушке микрофаску до того, как делать технологический барьер, так как при сильном завале кромки трудно понять, сколько же снимать придётся. Поэтому сначала подточил до момента, когда усталая и деформированная от завала кромка превратилась в заусенец:

Ну вот теперь уже можно выполнить технологический барьер и нормально почувствовать ногтевым тестом и увидеть в оптику, что снято ровно столько, сколько нужно.
ТБ выполнял на специально сохранённом кусочке истёртой шкурки P3000 на основе КК с олеинкой - она деградировала до состояния "только подполировать", и прекрасно подходит (так как выработана равномерно) для выполнения ТБ на тонких этапах:
Поскольку РК на данном ноже прямолинейна, шкурку положил на боковину байкалита, для жёсткости. Хватило одного прохода.
Далее снова на байкалит, затем направка - по 5 проходов на сторону на _гладкой_ коже с втёртым в неё с капелькой костного масла субмикронным крокусом (оксидом железа) таким же манером (т.е. с точно выставленным углом и постоянным таким же давлением) и затем, также по 5 проходов на сторону на коже ладони (ну это уже вручную, само собой):
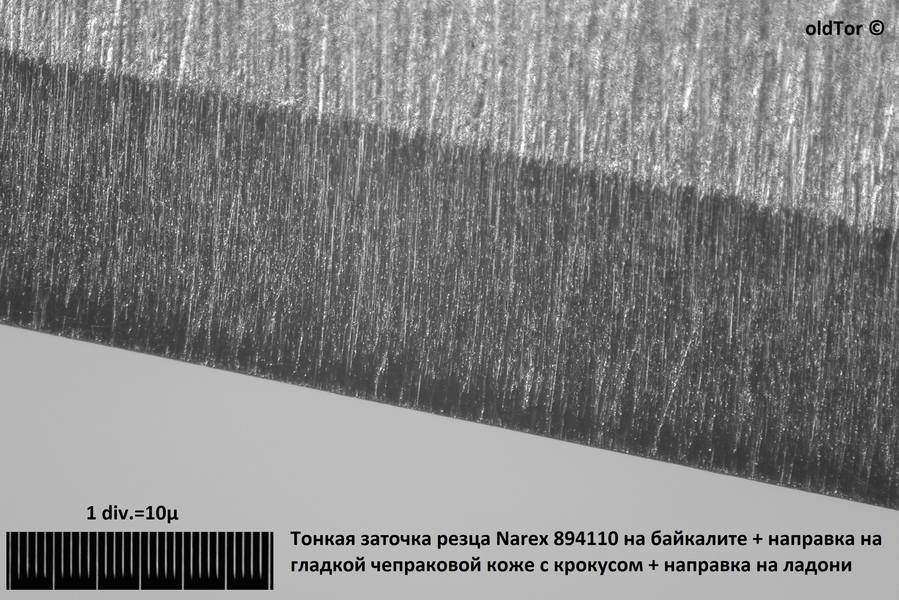
Как можно видеть, направка получилась намного тоньше и однороднее, завал отсутствует - угол не изменился "по донцам рисок", просто направка "стёрла" и разгладила их гребешки, особенно выраженно в зоне РК. При этом вся микрофаска целиком влезла в ГРИП микрообъектива, которым был сделан снимок, а его ГРИП примерно 14мкм. Угол остался рассчётным, всё ладно и аккуратно. По-моему, удалось очень наглядно продемонстрировать разницу между вариантами направки.
Также наглядна она и в резе, ради чего, собственно (ну и ещё ради стойкости, конечно), всё делается - рез первым вариантом получается более шершавый, под углом не глянцевый, а рез вторым вариантом - чище, глаже и под углом даёт глянец (к сожалению, это глянцевое поблёскивание среза на фото передать не получилось, но разница в шершавости среза вроде бы заметна):


Потом мне подумалось, что зря я резал с разных сторон берёзовой чурочки - кто-нибудь обязательно придерётся) Потому, решил сделать контрольный рез по тому же участку, где резал заваленной кромкой и снять в умеренном микро - по горизонтали кадров 5мм. - первый - то, что было срезано заваленной кромкой (разумеется и стружка выходила толще и усилие нужно было бОльшее) и второй - срез нормально заточенной и направленной кромкой - она и резала легче. По-моему, разница в чистоте и гладкости среза очевидна:


Все фото, как обычно, кликабельны и доступна развёртка в оригинальный размер.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Затачивал тут резчицкий нож Narex 8941 10. Угол заточных фасок полный ~25 град., угол микрофасок полный - 32 градуса. Микрофаска на байкалите, притёртом на суспензии КЗ F600. Байкалит вот такой "природносрощенный" - обработка велась на более светлой, тактильно несколько более нежной в работе стороне, разумеется с маслом:
После камушка направил на кусочке чепраковой кожи, на мездровой стороне с пастой ГОИ номер 1 - т.е. имитация того, как это часто делают. Для точности сравнения, направка делалась с помощью "костылька" (что я в принципе считаю не нужным - любой мало-мальски опытных заточник делает её вручную, но мне надо было избежать инсинуаций в "погрешности работы вручную"), чуть понизив угол (примерно на 0,5 градуса на сторону), чтобы эта сторона и с этой пастой, которой я всё равно положил меньше, чем обычно делают, не сильно валила кромку. Давление - под весом костылька и крупного магнита на нём. Сделал 8 проходов на сторону.
Как и следовало ожидать, произошёл завал кромки, причём в силу "ворсистости" мездровой стороны, кромка стала неравномерной и приобрела где-то большие, а где-то меньшие завалы из-за неравномерности ворса, склеенного пастой, кроме того, как водится у казённой ГОИ - в ней попадается какой-то мусор - появляются паразитные риски от частиц намного крупнее карбидов в этой стали, а в одном месте даже, похоже, какая-то частица застряла в фаске (как потом оказалось - так оно и было) и вообще, создаётся впечатление, что поверхность фаски загрубилась:
В общем - я испортил нормальный финиш на байкалите таким манером. Т.е. произошла типическая ошибка и очень распространённая, о которой я и те, у кого я учился, говорили многие годы - завал кромки, напрочь убивающий результат заточки и от характера кромки, полученной на хорошем финишном камне, равно как и от желаемой микрогеометрии заточки, не остаётся и следа. А применение паст низкого качества нарушает абразивную гигиену и сажает свои косяки.
Режет такая кромка? Режет. Но - плохо. Во-первых, а это видно по тому, как мне пришлось отклонить микрофаску от плоскости кадра, чтобы показать "кромку" - увеличился угол, а скругление - собственно завал - сконцентрировано в самой зоне РК. Работа насмарку, впрочем у нас полстраны так направляет и считает, что "всё в порядке". Но это лишь печальная действительность, и моя цель - сделать её наглядной для широкого круга читателей, не пользующихся оптическим контролем при заточке.
Позднее в обзоре я покажу, как режет такая кромка.
А пока что я покажу, как исправлял ситуацию. На тот же угол переточил на том же камушке микрофаску до того, как делать технологический барьер, так как при сильном завале кромки трудно понять, сколько же снимать придётся. Поэтому сначала подточил до момента, когда усталая и деформированная от завала кромка превратилась в заусенец:
Ну вот теперь уже можно выполнить технологический барьер и нормально почувствовать ногтевым тестом и увидеть в оптику, что снято ровно столько, сколько нужно.
ТБ выполнял на специально сохранённом кусочке истёртой шкурки P3000 на основе КК с олеинкой - она деградировала до состояния "только подполировать", и прекрасно подходит (так как выработана равномерно) для выполнения ТБ на тонких этапах:
Поскольку РК на данном ноже прямолинейна, шкурку положил на боковину байкалита, для жёсткости. Хватило одного прохода.
Далее снова на байкалит, затем направка - по 5 проходов на сторону на _гладкой_ коже с втёртым в неё с капелькой костного масла субмикронным крокусом (оксидом железа) таким же манером (т.е. с точно выставленным углом и постоянным таким же давлением) и затем, также по 5 проходов на сторону на коже ладони (ну это уже вручную, само собой):
Как можно видеть, направка получилась намного тоньше и однороднее, завал отсутствует - угол не изменился "по донцам рисок", просто направка "стёрла" и разгладила их гребешки, особенно выраженно в зоне РК. При этом вся микрофаска целиком влезла в ГРИП микрообъектива, которым был сделан снимок, а его ГРИП примерно 14мкм. Угол остался рассчётным, всё ладно и аккуратно. По-моему, удалось очень наглядно продемонстрировать разницу между вариантами направки.
Также наглядна она и в резе, ради чего, собственно (ну и ещё ради стойкости, конечно), всё делается - рез первым вариантом получается более шершавый, под углом не глянцевый, а рез вторым вариантом - чище, глаже и под углом даёт глянец (к сожалению, это глянцевое поблёскивание среза на фото передать не получилось, но разница в шершавости среза вроде бы заметна):
Потом мне подумалось, что зря я резал с разных сторон берёзовой чурочки - кто-нибудь обязательно придерётся) Потому, решил сделать контрольный рез по тому же участку, где резал заваленной кромкой и снять в умеренном микро - по горизонтали кадров 5мм. - первый - то, что было срезано заваленной кромкой (разумеется и стружка выходила толще и усилие нужно было бОльшее) и второй - срез нормально заточенной и направленной кромкой - она и резала легче. По-моему, разница в чистоте и гладкости среза очевидна:
Все фото, как обычно, кликабельны и доступна развёртка в оригинальный размер.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Полукруглые стамески, клюкарзы и резцы затачивают разными способами и один из них - движениями вдоль кромки. Такой способ имеет право на существование и фигурирует в т.ч. в специальной литературе отечественной и зарубежной. Однако, он коварен тем, что легко может привести к подрезанию режущей кромки, и кроме того, не даёт оптимального рельефа на ней, "цепкости".
И поэтому, должен быть применён с осторожностью и осознанно, комбинироваться и с движениями обычными - поперёк линии РК.
Удобство же метода в том, что он позволяет довольно точно и однородно как формировать выпуклость, так и полировать её, сглаживая переходы между фасками и выход на фаску с "тела" стамески, что важно для резчицкого инструмента - предупреждает нехорошие следы на древесине от этих границ, когда они резко очерчены.
Метод позволяет весьма точно и однородно формировать и корректировать геометрию выпуклости на плоских камнях и брусках, шлифовать и полировать её на шкурках, как на мягкой, так и на жёсткой подложке. Позволяет не использовать профилированные бруски, камни и притиры для выпуклости (для вогнутой стороны всё равно что-то профилированное потребуется, или хотя бы, как и при обработке вогнутости вдоль её, какая либо подходящая по сечению основа под шкурки).
Главное, чего следует избегать - завала угла свыше допустимого, а уж завала кромки принципиально в любом случае. Как же избежать подрезки РК?
Лично я делаю следующим образом - оставляю некоторый припуск на кромке, и окончательно выхожу на остроту с помощью плоского же камушка с лёгким повышением угла, значение которого учитываю изначально, как и подразумевая некоторый запас дальнейшего его повышения при правках. По сути, создаю микрофаску. И припуск на кромке оставляю такой, чтобы микрофаска успешно создалась буквально за два прохода стамеской по бруску, совершающей помимо подачи "на зерно" ещё и поворот вокруг оси от одного края РК до другого. Внимательности и аккуратности сделать это ничего не испортив, уж на пару проходов, я полагаю, хватит у любого мало-мальски опытного юзера.
Если речь про то, чтобы сделать и финиш на шкурке (многие только шкурками пользуются) или абразивной плёнке - в принципе всё то же самое - последние движения, выводящие РК на остроту - делаются "на зерно" (даже если шкурка на мягкой подложке расположена - при некотором навыке и если всё делать правильно - это не проблема - она не будет "зарезана", только давление делается ещё меньше, а угол еле-еле заметно делается меньше желаемого, на какие-то доли градуса - чтобы эластичность шкурки (в большей степени) или плёнки (в меньшей) не завалила РК, а позволила вершинкам зёрен лишь слегка коснуться кромки. Такой же метод применяется и при направке на коже с абразивом (разумеется, на коже работа только "от зерна" - с ней работа "на зерно" как на шкурках или плёнках - не прокатывает) - "опора" делается не на саму последнюю фаску, а на ребро - границу её с предыдущей. Тогда эластичность носителя абразива не завалит кромку - произойдёт очень нежное касание и только.
Да, иногда бывает так, что не рассчитав, можно на камушке сделать слишком выраженную риску на РК. Тогда можно комбинировать - после камушка снова вдоль кромки сделать пару проходов на тонкой шкурке (хорошо подходит уже поработавшая c олеиновой кислотой P2500-P3000) и потом, учтя ошибки (грубоватый камень или избыточное давление) - снова создать микрозубчик на кромке. Если делать всё это аккуратно - кромка будет и иметь благоприятный для чистого лёгкого реза характер, и необходимую "цеплючесть" и при этом не будет подрезана.
Ещё добавлю, что комбинирование направления обработки всегда позволяет получить более точную геометрию и ускоряет обработку.
Да, ещё один момент, правда он касается любого способа заточки подобного (и не только) инструмента - если выбранный для удобства работы угол внешней фаски оказывается столь малым, что кромка готова "играть" при нагрузках (имеется в виду аналогия с "волной по ногтю" на очень тонко сведённом инструменте и/или заточенном на малый угол) и не держит рассчётных нагрузок, существует рекомендация использовать контрфаску - в т.ч. такую рекомендацию можно увидеть в книге Рона Хока "Идеальная кромка", применительно именно к резчицкому инструменту:
В качестве примера - полукруглая резчицкая стамеска Narex 8925 08, переточенная на грубом бруске и отшлифованная на шкурках, преимущественно вдоль РК, затем микрофаска на тонком камне (чарнли форест) за два прохода и всё сглажено на выработанной "полирующей" шкурке P3000 + направка на гладком чепраковой коже с субмикронным крокусом. Стамеска уже поработала суммарно часов 8 по берёзе и всё ещё не требует направки даже на коже (не говоря уж про камень) - на втором снимке виден блик от контрфаски на внутренней стороне (её делал на шкурке P3000 пресловутой, обернув ею деревянный стержень):


А вот так выглядит внешняя фаска и выход на РК в микро - поскольку стамеска полукруглая, а делать стэкинг мне не хотелось, снял на слабенький микрообъектив - чтобы хотя бы какой-то участок с одного кадра попал - по горизонтали кадра 5мм.:

Ну и вот так эта стамеска режет поперёк волокон - всё ещё весьма прилично, при том, что в работе я её отнюдь не щадил:

------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
И поэтому, должен быть применён с осторожностью и осознанно, комбинироваться и с движениями обычными - поперёк линии РК.
Удобство же метода в том, что он позволяет довольно точно и однородно как формировать выпуклость, так и полировать её, сглаживая переходы между фасками и выход на фаску с "тела" стамески, что важно для резчицкого инструмента - предупреждает нехорошие следы на древесине от этих границ, когда они резко очерчены.
Метод позволяет весьма точно и однородно формировать и корректировать геометрию выпуклости на плоских камнях и брусках, шлифовать и полировать её на шкурках, как на мягкой, так и на жёсткой подложке. Позволяет не использовать профилированные бруски, камни и притиры для выпуклости (для вогнутой стороны всё равно что-то профилированное потребуется, или хотя бы, как и при обработке вогнутости вдоль её, какая либо подходящая по сечению основа под шкурки).
Главное, чего следует избегать - завала угла свыше допустимого, а уж завала кромки принципиально в любом случае. Как же избежать подрезки РК?
Лично я делаю следующим образом - оставляю некоторый припуск на кромке, и окончательно выхожу на остроту с помощью плоского же камушка с лёгким повышением угла, значение которого учитываю изначально, как и подразумевая некоторый запас дальнейшего его повышения при правках. По сути, создаю микрофаску. И припуск на кромке оставляю такой, чтобы микрофаска успешно создалась буквально за два прохода стамеской по бруску, совершающей помимо подачи "на зерно" ещё и поворот вокруг оси от одного края РК до другого. Внимательности и аккуратности сделать это ничего не испортив, уж на пару проходов, я полагаю, хватит у любого мало-мальски опытного юзера.
Если речь про то, чтобы сделать и финиш на шкурке (многие только шкурками пользуются) или абразивной плёнке - в принципе всё то же самое - последние движения, выводящие РК на остроту - делаются "на зерно" (даже если шкурка на мягкой подложке расположена - при некотором навыке и если всё делать правильно - это не проблема - она не будет "зарезана", только давление делается ещё меньше, а угол еле-еле заметно делается меньше желаемого, на какие-то доли градуса - чтобы эластичность шкурки (в большей степени) или плёнки (в меньшей) не завалила РК, а позволила вершинкам зёрен лишь слегка коснуться кромки. Такой же метод применяется и при направке на коже с абразивом (разумеется, на коже работа только "от зерна" - с ней работа "на зерно" как на шкурках или плёнках - не прокатывает) - "опора" делается не на саму последнюю фаску, а на ребро - границу её с предыдущей. Тогда эластичность носителя абразива не завалит кромку - произойдёт очень нежное касание и только.
Да, иногда бывает так, что не рассчитав, можно на камушке сделать слишком выраженную риску на РК. Тогда можно комбинировать - после камушка снова вдоль кромки сделать пару проходов на тонкой шкурке (хорошо подходит уже поработавшая c олеиновой кислотой P2500-P3000) и потом, учтя ошибки (грубоватый камень или избыточное давление) - снова создать микрозубчик на кромке. Если делать всё это аккуратно - кромка будет и иметь благоприятный для чистого лёгкого реза характер, и необходимую "цеплючесть" и при этом не будет подрезана.
Ещё добавлю, что комбинирование направления обработки всегда позволяет получить более точную геометрию и ускоряет обработку.
Да, ещё один момент, правда он касается любого способа заточки подобного (и не только) инструмента - если выбранный для удобства работы угол внешней фаски оказывается столь малым, что кромка готова "играть" при нагрузках (имеется в виду аналогия с "волной по ногтю" на очень тонко сведённом инструменте и/или заточенном на малый угол) и не держит рассчётных нагрузок, существует рекомендация использовать контрфаску - в т.ч. такую рекомендацию можно увидеть в книге Рона Хока "Идеальная кромка", применительно именно к резчицкому инструменту:
В качестве примера - полукруглая резчицкая стамеска Narex 8925 08, переточенная на грубом бруске и отшлифованная на шкурках, преимущественно вдоль РК, затем микрофаска на тонком камне (чарнли форест) за два прохода и всё сглажено на выработанной "полирующей" шкурке P3000 + направка на гладком чепраковой коже с субмикронным крокусом. Стамеска уже поработала суммарно часов 8 по берёзе и всё ещё не требует направки даже на коже (не говоря уж про камень) - на втором снимке виден блик от контрфаски на внутренней стороне (её делал на шкурке P3000 пресловутой, обернув ею деревянный стержень):
А вот так выглядит внешняя фаска и выход на РК в микро - поскольку стамеска полукруглая, а делать стэкинг мне не хотелось, снял на слабенький микрообъектив - чтобы хотя бы какой-то участок с одного кадра попал - по горизонтали кадра 5мм.:
Ну и вот так эта стамеска режет поперёк волокон - всё ещё весьма прилично, при том, что в работе я её отнюдь не щадил:
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

Ярослав, спасибо за обзоры, очень толково, познавательно и интересно!
Когда из Англии приходили пологие и полукруглые стамески, то около четверти из них были заточены с вогнутой стороны, а выпуклая оставалась как спинка (личико), т.е. обратно, нежили привыкли мы и тому, что показали Вы на последних фото... Не знаете ли зачем их так точили? Как (чем) бы Вы сейчас сделали такую заточку (а может Вы так тоже точили)?
Когда из Англии приходили пологие и полукруглые стамески, то около четверти из них были заточены с вогнутой стороны, а выпуклая оставалась как спинка (личико), т.е. обратно, нежили привыкли мы и тому, что показали Вы на последних фото... Не знаете ли зачем их так точили? Как (чем) бы Вы сейчас сделали такую заточку (а может Вы так тоже точили)?
На здоровье!
Мне такие не доводилось держать в руках, но, полагаю, это из разряда и угловых стамесок плотницких и столярных, у которых фаска с внутренней стороны, типа таких:
https://log-master.ru/index.ph...ag=Timber+Frame
"Предназначена для обработки и зачистки углов глубоких пазов и канавок."
Полагаю, полукруглые с фасками только внутри - для сходных задач, только для иной геометрии.
Уголки такие не затачивал - так что не могу сказать, как бы делал (там сложность не в том, "чем", а именно "как", чтобы не растить "зуб" на уголке и не копать ям рядом с ним), а полукруглую - не вижу проблем сделать это также, как делается контрфаска на обычных полукруглых, только чем-то, поначалу, более грубым и на соответственный угол. Взял бы профилированный конусообразный и/или цилиндрический брусок индиа медиум (они регулярно попадаются в продаже) или спрофилировал бы какой-нибудь из своих брусков. Например, какой-нибудь советский хонинговальный из КК или ОА - они очень удобны для этого.
Мне такие не доводилось держать в руках, но, полагаю, это из разряда и угловых стамесок плотницких и столярных, у которых фаска с внутренней стороны, типа таких:
https://log-master.ru/index.ph...ag=Timber+Frame
"Предназначена для обработки и зачистки углов глубоких пазов и канавок."
Полагаю, полукруглые с фасками только внутри - для сходных задач, только для иной геометрии.
Уголки такие не затачивал - так что не могу сказать, как бы делал (там сложность не в том, "чем", а именно "как", чтобы не растить "зуб" на уголке и не копать ям рядом с ним), а полукруглую - не вижу проблем сделать это также, как делается контрфаска на обычных полукруглых, только чем-то, поначалу, более грубым и на соответственный угол. Взял бы профилированный конусообразный и/или цилиндрический брусок индиа медиум (они регулярно попадаются в продаже) или спрофилировал бы какой-нибудь из своих брусков. Например, какой-нибудь советский хонинговальный из КК или ОА - они очень удобны для этого.
Да, полукруглые стамески с фаской внутри, так и не нашёл им применения, может кто подскажет..., а переточить пока рука не поднимается...
Фото из интернета:

Фото из интернета:

А, такие, с рукоятью "как у мастерка"... они и плоские есть-"для обработки труднодоступных плоских поверхностей." - так про подобные везде пишут.
Упоминаются в т.ч. и полукруглые в литературе, как стамески для подчистки/подравнивания фона в резьбе. Навскидку цитату не приведу и пример использования конкретней - не помню где читал, на досуге попробую порыться.
P.S. Навскидку нашёл только про плоские такие - они называются "коленчатые":
"Коленчатые стамески. Такие инструменты сочетают функции подрезных стамесок и небольших рубанков. Их используют для зачистки пазов, фальцев, четвертей на длинных досках. Эти стамески также удобны для подрезки выступающих заглушек и зачистки засохшего клея при склейке щитов."
Упоминаются в т.ч. и полукруглые в литературе, как стамески для подчистки/подравнивания фона в резьбе. Навскидку цитату не приведу и пример использования конкретней - не помню где читал, на досуге попробую порыться.
P.S. Навскидку нашёл только про плоские такие - они называются "коленчатые":
"Коленчатые стамески. Такие инструменты сочетают функции подрезных стамесок и небольших рубанков. Их используют для зачистки пазов, фальцев, четвертей на длинных досках. Эти стамески также удобны для подрезки выступающих заглушек и зачистки засохшего клея при склейке щитов."
Перетачивал резчицкую угловую V-образную стамеску Narex 8927 06 c внутренним углом 90 градусов. От многих правок в т.ч. на шкурках, совершенно завалилась геометрия. Затупилась РК и правки уже не хватало без существенного повышения угла. Чуть подровнял её тем же методом, что выполняется технологический барьер и приступил к переточке. Поскольку у меня сейчас на пробах находятся алмазные бруски Columbia Gorge Stoneworks Resin Bond Diamond Stones, решил заодно опробовать их по этой стали - тут какая-то нержа. Для неё заявляют разную твёрдость - временами указывают "до 55HRC", но на мой взгляд она тут заметно твёрже. Я бы, навскидку, сказал, что порядка 57-58 скорее.
Так как в заточке она себя ведёт ближе к таким, да и стойкостью отличается заметно повыше иных нержавеек, термообработанных на 55, в т.ч. при малых углах заточки.
Решил подробно остановиться на каждом этапе, так как заточка подобных стамесок освещена в рунете слабо, и в основном ограничивается краткими фразами и не информативными роликами, типа: "затачиваем как обычную стамеску каждую сторону и уголок готов" или, как максимум "не забываем скруглить ребро, так как нам надо получить там аккуратный радиус, который не будет оставлять строго клинообразный рез с царапиной в вершине углубления, а выбирать аккуратную узкую ложбинку".
Что касается проработки внутренней стороны, то тут я не буду ничего показывать - там всё как в предыдущем обзоре +- . А поскольку угол 90 град., то нет проблемы воспользоваться последовательно от грубых к тонким брусками, что масляными, что водными, единственно - особенно к концу работы следует озаботиться тем, чтобы у них была на ребре снята маааленькая радиусная фасочка - почему, подробнее скажу потом.
Итак:
Начал с бруска 80мкм., а для обеспечения постоянного угла, воспользовался тележкой Veritas - наличествующей в ней эластичной подложки и качественного латунного винта достаточно, чтобы надёжно зафиксировать без приложения избытка усилий резец или стамеску с цилиндрическим "телом". Угол был взят с таким расчётом, чтобы к финишу он подрос до +- 20-22 градуса максимум.
Брусок 6'' всего, что для заточки столярного инструмента не всегда достаточно, однако этой длины хватило, чтобы комфортно затачивать подобную стамеску.
Брусок использовал, разумеется, с водой - это рекомендованная СОЖ для полимерной связки. Доточил до момента, когда толщина РК более-менее подровнялась, но оставив некоторый припуск - выходить на кромку зерном 80мкм. не было никакого желания. Так проточил одну сторону до следующего показания угла:

Затем взялся за вторую - первоначальный угол выбрал тот же, что и для первой и затем проточил так же, как первую сторону.
Да, следует отметить, что угломер необходимо располагать строго по нормали к РК, иначе он намеряет чёрт знает что.


Да, заодно отмечу, что это прекрасный пример того, как в точилках, где угол РК и её ровность, влияют на установление угла, бессмысленно пытаться сооружать приспособы-каталки-тележки на двух колёсных парах (как не только некоторые новички в заточке делают, но даже и фабричным образом такие приспособы в Китае производят - примеры бывали) - по мере съёма стали угол меняется, и по мере износа абразива - тоже. И если использовать приспособы с двумя осями/двумя колёсными парами, то в какой-то прекрасный момент, фаска повиснет в воздухе и ничего затачиваться не будет - придётся регулировать вылет инструмента из приспособы и снова настраивать угол и точность зажима, например те же 90 град. для обычных стамесок. При том отмечу, что обычно такого сильного изменения угла как на фото выше не происходит, если, например, выполняется правка по ранее созданной фаске - там отклонения минимальны. Но когда приходится исправлять геометрию, особенно выправлять заваленную - тут может получаться и куда более заметная прогрессия увеличения угла.
Но вернёмся к собственно заточке. Проточил обе стороны до более-менее равномерной толщины кромки с припуском, при этом обратите внимание, как криво проточились фаски - точнее, какой кривизны они достигли за время многих правок на шкурках:

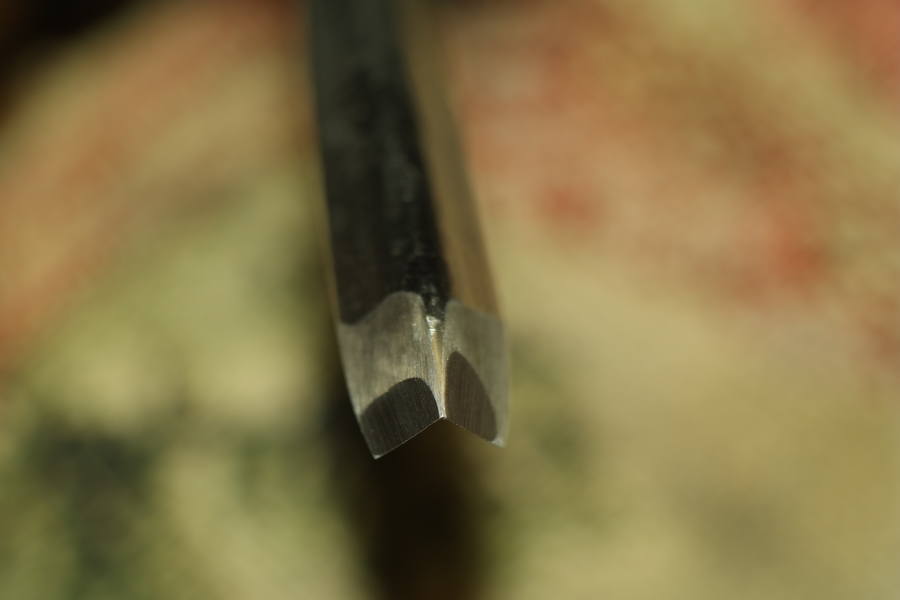
Сразу выправлять это я не стал, во-первых ещё сколько-то снимется в процессе дальнейшей заточки, и к тому же - остальное можно будет опять-таки на шкурке просто сгладить, так как настолько вдалеке от РК точная геометрия фасок уже не будет играть роли, а вот сглаженность им необходимо обеспечить, чтобы ничто на них не оставляло вдавленностей на древесине.
Брусок по этой стали себя показал на удивление неплохо - я склонен считать, что характеристики связки здесь таковы, что можно себе позволить затачивать даже нержавейку - я не обнаружил самой частой проблемы заточки вязких не сильно твёрдых сталей на алмазах, а именно - вытаскивания ею алмазного зерна из связки и шаржирования им затачиваемого инструмента. Однако, отмечу, что брусок уже чутка приработан - ранее на нём затачивал нож из 440с весьма хорошей, и хотя шаржирования не было, но вот отдельные алмазные зёрна из связки вылетали и пытались застрять в рисках на клинке. Вторая самая частая проблема - сильная засаливаемость алмазных брусков и выглаживаемость, при заточке вязких не особо твёрдых сталей. Выглаживания критичного я не заметил. А вот засаливание - да, оказалось ожидаемо сильным. И если после стали 440с бруски 80 и 40мкм. достаточно было потереть ладонью под струёй воды, то здесь это не помогло - вот как такой способ смог отмыть брусок на этот раз:
Памятуя вопрос о целесообразности абразивного ластика и стремясь сберечь ресурс бруска (алмазоносный слой очень тонкий), я попробовал ластиком очистить остальное - получилось.
Не идеально, но в достаточной степени, чтобы можно было работать дальше:

Да, отмечу свою ошибку - я пустил на брусок 80мкм. тележку Veritas, по привычке к обычным абразивам, ничего не подложив. И задним числом испугался, что произойдёт шаржирование в латунный ролик алмазов. Как хорошо, что брусок уже приработан слегка и не теряет зерно! Ничего в ролике не застряло, а я в этом уверен, так как облазил его с микроскопом МПБ-2, он только получил небольшие вдавленности от отдельных выпирающих зёрен:

Но не советую так делать на любых других алмазах! Ну разве кроме приработанных на медно-оловянной связке. А вот на венёве на старой связке органической и на гальванических алмазных пластинах - не рекомендую: на первых зерно легко выпадает из связки и может шаржироваться в ролик, на вторых - в начале тоже выскакивает, а когда всё приработано - может оставлять намного более сильные и неприятные вдавленности. Так что, работая на алмазах, весьма рекомендую на участок бруска, по которому ездит ролик, класть кусочек полиэтиленового файлика тонкого или, как сделал далее я - обернуть пол-бруска пищевой либо тонкой упаковочной плёнкой:

Это уже на следующем бруске заточка - на 40мкм. Да, отмечу, что данная стамеска удобна тем, как у неё сделана рукоять - при заточке на тормеке или его аналогах, можно опирать на суппорт без всяких зажимов, а в тележке - ослабить винт и сильно выступающий край рукояти поможет при возвратно-поступательных движениях при заточке, ещё и поворачивать одновременно из стороны в сторону вокруг своей оси сам резец для создания радиуса на ребре схождения плоскостей - во второй руке у меня камера, а вообще вторая рука должна при этом находиться как можно ближе к РК и осуществлять прижим резца к бруску, а вот рука, направляющая и поворачивающая рукоять резца - давления давать НЕ ДОЛЖНА! Это грубая ошибка при работе с любыми тележками-каталками:

После бруска 40мкм. я получил ещё более равномерную и меньшую толщину РК везде, кроме самого ребра - при заточке полезно ориентироваться по блику от будущей кромки и стараться сделать всё равномернее - для невооружённого взгляда всё выглядело примерно так:

Да, брусок 40мкм. продемонстрировал такое же отсутствие выпадения зерна, но и такое же сильное засаливание, не смываемое рукой под струёй воды. Снова помог абразивный ластик, но тоже не идеально (кроме того, на бруске проявились какие-то пятна, а до первого использования бруска было заметно только одно маленькое - видимо, это связано с технологией нанесения алмазоносного слоя):
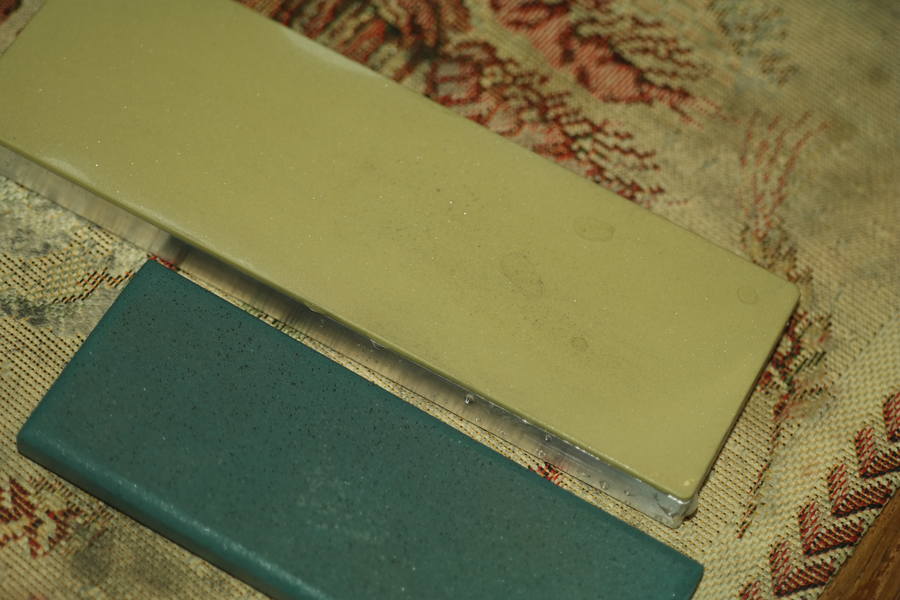
Далее я взял брусок 10мкм. Я уже знал, что такой скачок чрезмерен, так как этот брусок работает очень тонко, но всё-таки решил попробовать, уповая на малое пятно контакта и простую в заточке сталь. Не могу сказать, что было сильно быстрее, чем когда я делал этот скачок на ноже из 440с - всё-таки и шаг велик и вообще, алмазы такие стали затачивают медленновато (по сравнению, например, с брусками на основе оксида алюминия на связке потвёрже или, в случае средней - с суспензией). Этот брусок ластик вовсе скверно чистил (к слову - поверхность этого и 5мкм. бруска "из коробки" он вовсе не брал, но подцарапывал):

Пришлось достать Инф-Абразивовский A400VL, замочить его и почистить им - совсем другое дело:

После заточки на бруске 10мкм. получил вот такой результат - микрофото с объективом Ломо 4,7х011, по горизонтали кадра 5мм.:
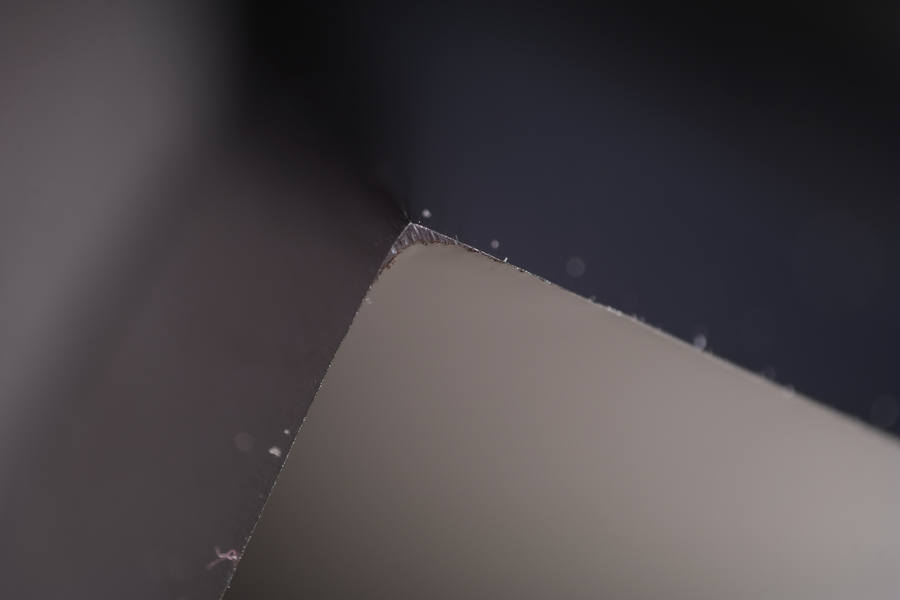
Как можно видеть, внутренняя сторона у нас полукруглая, так как рекомендуется её выводить на ребре брусков с узкой радиусной фаской, как я писал ранее. Если же мы сделаем там строгий угол, то во-первых, некуда будет особо скруглять внешнее ребро, можно и ямку получить, а во-вторых, мы сильно ослабим этот участок и можем вместо ямки вырастить там "зуб" или, как его ещё называют - "клюв", а ямки буду по краям от него (как я показывал в другом обзоре о заточке подобного резца, на примере заточки заводской). А ведь на этот участок у нас при работе приходится львиная доля нагрузки! Поэтому ослаблять его нельзя. Когда выполним скругление внешнего ребра, то в результате получим кромку более равномерной толщины и без концентратора напряжений в виде резко очерченного уголка.
Пока что я уже делал скругление внешнего ребра, но до самой кромки оно ещё не дотянулось - вот в другом ракурсе после бруска 10мкм. - видно, что радиус есть, но края ещё не достиг, навскидку, микрометров эдак на 200:
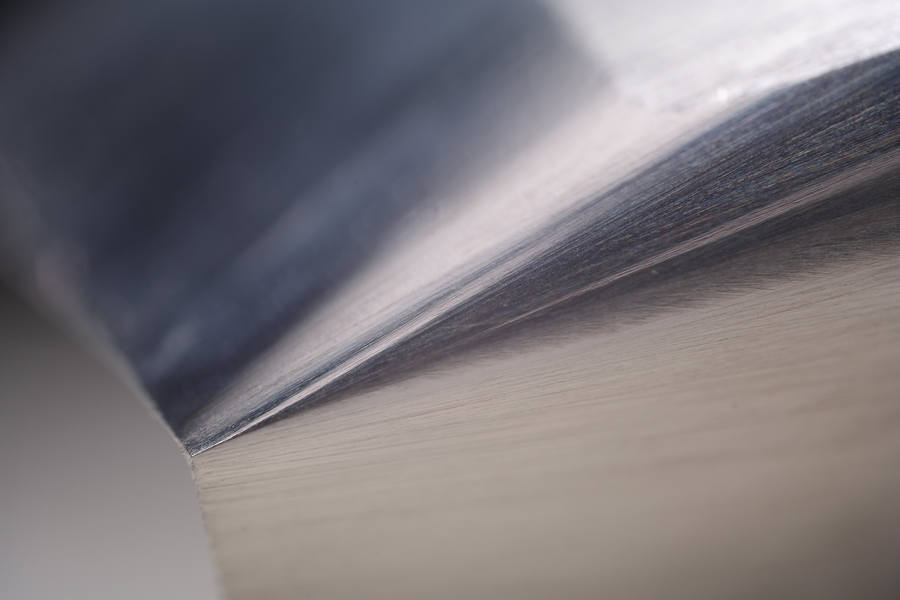
Да, надо сказать, что даже скругляя сужающееся ребро, я не накопал ям на бруске - это в сторону тех, кто о подобной связке высказывался из разряда "можно точить только от зерна, ибо связка мягкая и нож её зарезает" - да ничего подобного.
Во-первых - она не такая уж мягкая, кроме как по тактильному отклику (не жёсткая). Во-вторых, "зарезать" её не проще, чем на любом бруске, ну кроме гальваники разве что. Если не перемещать такую узкую полосочку стали, как тут, то, конечно, можно натереть канавку, но зарезать - нет. Так что если кто зарезал такую связку - ему нужно осознать, что имела место либо грубая ошибка с давлением, либо с удержанием угла, либо, как максимум - избыточный угол атаки стали на абразив с царапанием (например, выполнить ТБ или даже без него, но очень сильно повысить угол так, как будто резцом именно решил снять стружку с бруска).
Вся внутренняя поверхность этой стамески у меня уже была обработана заранее, однако, подойдя вплотную к финишным операциям, необходимо держать под рукой какой-нибудь брусок, для удаления заусенчика, сгибающегося на внутреннюю сторону. Для этого у меня прекрасно подошёл следующий абразив. Алмаз более тонкий я решил уже не брать, а взять не самый тонкий арканзас (Norton старенький) тоже 6-ти дюймовый. Перед ним выполнил технологический барьер - один проход по засаленной севшей шкурке P3000.
На арканзасе повысил, как изначально собирался, угол. Поскольку мне хотелось продолжать выводить в радиус внешнее ребро уголка с помощью той же тележки-каталки, для чего ослабляется, как я ранее писал, прижимной винт и я вращаю стамеску за рукоять, опирая край её о приспособу, то угол я повышал эксцентриком - на два деления. Вот такое получилось значение:

Почему на два - одного не хватило бы для внятной микрофаски, так как угол и на предыдущем бруске ещё подрос по мере съёма стали. У кого каталка без эксцентрика, можно просто подложить что-то под ролик - например, кусочек или два плотной плёнки для переплётов ксерокопий (я такой плёнкой иногда пользуюсь на притире - жёсткости у неё достаточно) - на масло или каплю воды прилипает нормально и не ёрзает.
Проточил, обработал ребро - вот теперь уже радиус дотянулся и до кромки:
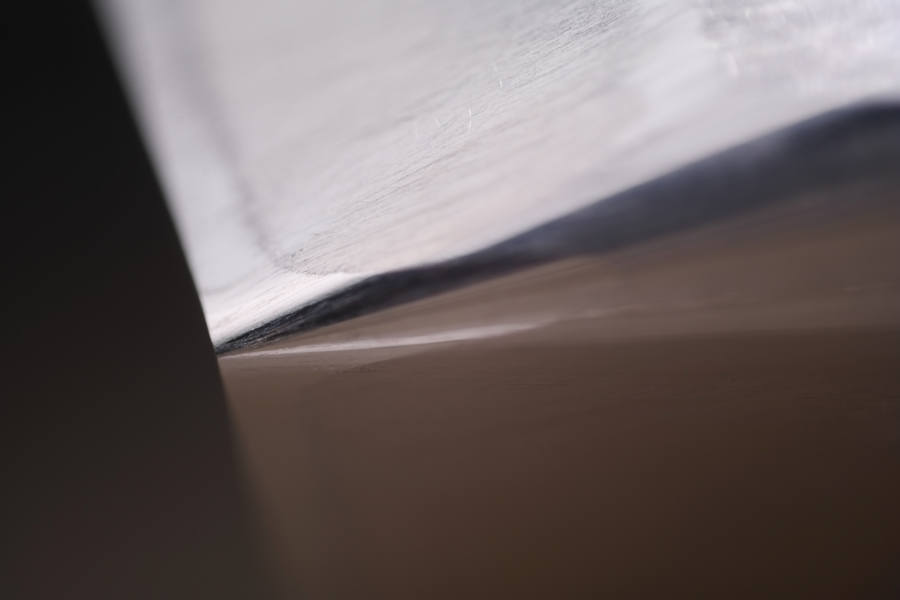
В принципе, далее можно просто направить на коже, чистой или с тонкой пастой или абразивным порошком с капелькой масла. Но напомню про неравномерность фасок, которая получалась в начале обзора из-за их завала в сторону "тела" стамески. Если чувство прекрасного мешает оставить как есть и просто сгладить там всё при направке, то можно взять шкурочку и пройтись более тщательно. Но! Вообще, это лучше делать перед созданием финишной микрофаски, чтобы не завалить кромку и не свести на нет результат работы финишного камня.
Но если камень был не самый тонкий, и если соблюдать разумную осторожность, то можно сделать и сейчас. Важно учитывать эластичность шкурки, при необходимости как стараясь нивелировать её (укладывая шкурку на жёсткое) так и наоборот - усиливать (укладывая на мягкое в разной степени) - смотря сколько надо "скруглять" - второе я и сделал - кусочек китайской, но весьма недурной шкурки P3000 на основе КК с олеиновой кислотой:

Кислоты капнул многовато - можно раза в три меньше. Понизив угол (чтобы не испортить РК) подполировал заточные фаски и добавил скругления самому уголку. Истираясь, засаливаясь, но оставаясь рабочей, благодаря олеиновой кислоте, эта шкурка работает всё тоньше и тоньше и при том не растит заусенку. Я под конец чуть стал повышать угол до того, при котором "волна" шкурки перед РК при движениях "на зерно" стала касаться РК, но очень легонько. И таким манером завершил работу. Вот так получилось:
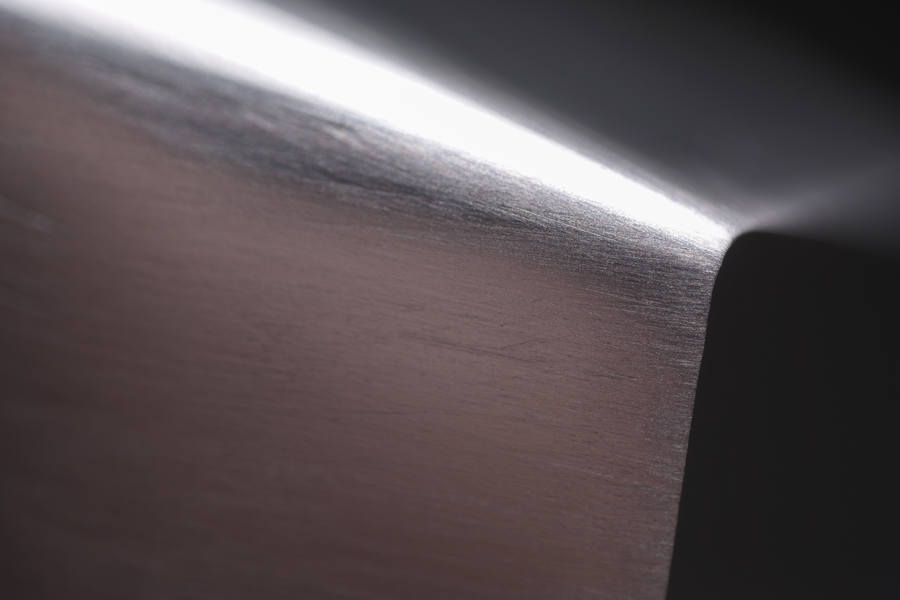
Может не идеально, но на эластичных носителях абразива сделать идеально бывает намного труднее, чем на твёрдых камнях. Но даже если сделать так - всё равно стамеска будет резать вполне хорошо.
Порезал в разных направлениях и вдоль и поперёк волокон берёзовой чурочки - на небольшую глубину (на бОльшую тоже порезал, но уж фотать не стал - всё в порядке, и главное, что если режет чисто неглубоко - значит самый уголок сделан нормально, а это тут самое сложное):
[url=http://vfl.ru/fotos/5ffafcd436339256.html] [/url]
[/url]
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Так как в заточке она себя ведёт ближе к таким, да и стойкостью отличается заметно повыше иных нержавеек, термообработанных на 55, в т.ч. при малых углах заточки.
Решил подробно остановиться на каждом этапе, так как заточка подобных стамесок освещена в рунете слабо, и в основном ограничивается краткими фразами и не информативными роликами, типа: "затачиваем как обычную стамеску каждую сторону и уголок готов" или, как максимум "не забываем скруглить ребро, так как нам надо получить там аккуратный радиус, который не будет оставлять строго клинообразный рез с царапиной в вершине углубления, а выбирать аккуратную узкую ложбинку".
Что касается проработки внутренней стороны, то тут я не буду ничего показывать - там всё как в предыдущем обзоре +- . А поскольку угол 90 град., то нет проблемы воспользоваться последовательно от грубых к тонким брусками, что масляными, что водными, единственно - особенно к концу работы следует озаботиться тем, чтобы у них была на ребре снята маааленькая радиусная фасочка - почему, подробнее скажу потом.
Итак:
Начал с бруска 80мкм., а для обеспечения постоянного угла, воспользовался тележкой Veritas - наличествующей в ней эластичной подложки и качественного латунного винта достаточно, чтобы надёжно зафиксировать без приложения избытка усилий резец или стамеску с цилиндрическим "телом". Угол был взят с таким расчётом, чтобы к финишу он подрос до +- 20-22 градуса максимум.
Брусок 6'' всего, что для заточки столярного инструмента не всегда достаточно, однако этой длины хватило, чтобы комфортно затачивать подобную стамеску.
Брусок использовал, разумеется, с водой - это рекомендованная СОЖ для полимерной связки. Доточил до момента, когда толщина РК более-менее подровнялась, но оставив некоторый припуск - выходить на кромку зерном 80мкм. не было никакого желания. Так проточил одну сторону до следующего показания угла:
Затем взялся за вторую - первоначальный угол выбрал тот же, что и для первой и затем проточил так же, как первую сторону.
Да, следует отметить, что угломер необходимо располагать строго по нормали к РК, иначе он намеряет чёрт знает что.
Да, заодно отмечу, что это прекрасный пример того, как в точилках, где угол РК и её ровность, влияют на установление угла, бессмысленно пытаться сооружать приспособы-каталки-тележки на двух колёсных парах (как не только некоторые новички в заточке делают, но даже и фабричным образом такие приспособы в Китае производят - примеры бывали) - по мере съёма стали угол меняется, и по мере износа абразива - тоже. И если использовать приспособы с двумя осями/двумя колёсными парами, то в какой-то прекрасный момент, фаска повиснет в воздухе и ничего затачиваться не будет - придётся регулировать вылет инструмента из приспособы и снова настраивать угол и точность зажима, например те же 90 град. для обычных стамесок. При том отмечу, что обычно такого сильного изменения угла как на фото выше не происходит, если, например, выполняется правка по ранее созданной фаске - там отклонения минимальны. Но когда приходится исправлять геометрию, особенно выправлять заваленную - тут может получаться и куда более заметная прогрессия увеличения угла.
Но вернёмся к собственно заточке. Проточил обе стороны до более-менее равномерной толщины кромки с припуском, при этом обратите внимание, как криво проточились фаски - точнее, какой кривизны они достигли за время многих правок на шкурках:
Сразу выправлять это я не стал, во-первых ещё сколько-то снимется в процессе дальнейшей заточки, и к тому же - остальное можно будет опять-таки на шкурке просто сгладить, так как настолько вдалеке от РК точная геометрия фасок уже не будет играть роли, а вот сглаженность им необходимо обеспечить, чтобы ничто на них не оставляло вдавленностей на древесине.
Брусок по этой стали себя показал на удивление неплохо - я склонен считать, что характеристики связки здесь таковы, что можно себе позволить затачивать даже нержавейку - я не обнаружил самой частой проблемы заточки вязких не сильно твёрдых сталей на алмазах, а именно - вытаскивания ею алмазного зерна из связки и шаржирования им затачиваемого инструмента. Однако, отмечу, что брусок уже чутка приработан - ранее на нём затачивал нож из 440с весьма хорошей, и хотя шаржирования не было, но вот отдельные алмазные зёрна из связки вылетали и пытались застрять в рисках на клинке. Вторая самая частая проблема - сильная засаливаемость алмазных брусков и выглаживаемость, при заточке вязких не особо твёрдых сталей. Выглаживания критичного я не заметил. А вот засаливание - да, оказалось ожидаемо сильным. И если после стали 440с бруски 80 и 40мкм. достаточно было потереть ладонью под струёй воды, то здесь это не помогло - вот как такой способ смог отмыть брусок на этот раз:
Памятуя вопрос о целесообразности абразивного ластика и стремясь сберечь ресурс бруска (алмазоносный слой очень тонкий), я попробовал ластиком очистить остальное - получилось.
Не идеально, но в достаточной степени, чтобы можно было работать дальше:
Да, отмечу свою ошибку - я пустил на брусок 80мкм. тележку Veritas, по привычке к обычным абразивам, ничего не подложив. И задним числом испугался, что произойдёт шаржирование в латунный ролик алмазов. Как хорошо, что брусок уже приработан слегка и не теряет зерно! Ничего в ролике не застряло, а я в этом уверен, так как облазил его с микроскопом МПБ-2, он только получил небольшие вдавленности от отдельных выпирающих зёрен:
Но не советую так делать на любых других алмазах! Ну разве кроме приработанных на медно-оловянной связке. А вот на венёве на старой связке органической и на гальванических алмазных пластинах - не рекомендую: на первых зерно легко выпадает из связки и может шаржироваться в ролик, на вторых - в начале тоже выскакивает, а когда всё приработано - может оставлять намного более сильные и неприятные вдавленности. Так что, работая на алмазах, весьма рекомендую на участок бруска, по которому ездит ролик, класть кусочек полиэтиленового файлика тонкого или, как сделал далее я - обернуть пол-бруска пищевой либо тонкой упаковочной плёнкой:
Это уже на следующем бруске заточка - на 40мкм. Да, отмечу, что данная стамеска удобна тем, как у неё сделана рукоять - при заточке на тормеке или его аналогах, можно опирать на суппорт без всяких зажимов, а в тележке - ослабить винт и сильно выступающий край рукояти поможет при возвратно-поступательных движениях при заточке, ещё и поворачивать одновременно из стороны в сторону вокруг своей оси сам резец для создания радиуса на ребре схождения плоскостей - во второй руке у меня камера, а вообще вторая рука должна при этом находиться как можно ближе к РК и осуществлять прижим резца к бруску, а вот рука, направляющая и поворачивающая рукоять резца - давления давать НЕ ДОЛЖНА! Это грубая ошибка при работе с любыми тележками-каталками:
После бруска 40мкм. я получил ещё более равномерную и меньшую толщину РК везде, кроме самого ребра - при заточке полезно ориентироваться по блику от будущей кромки и стараться сделать всё равномернее - для невооружённого взгляда всё выглядело примерно так:
Да, брусок 40мкм. продемонстрировал такое же отсутствие выпадения зерна, но и такое же сильное засаливание, не смываемое рукой под струёй воды. Снова помог абразивный ластик, но тоже не идеально (кроме того, на бруске проявились какие-то пятна, а до первого использования бруска было заметно только одно маленькое - видимо, это связано с технологией нанесения алмазоносного слоя):
Далее я взял брусок 10мкм. Я уже знал, что такой скачок чрезмерен, так как этот брусок работает очень тонко, но всё-таки решил попробовать, уповая на малое пятно контакта и простую в заточке сталь. Не могу сказать, что было сильно быстрее, чем когда я делал этот скачок на ноже из 440с - всё-таки и шаг велик и вообще, алмазы такие стали затачивают медленновато (по сравнению, например, с брусками на основе оксида алюминия на связке потвёрже или, в случае средней - с суспензией). Этот брусок ластик вовсе скверно чистил (к слову - поверхность этого и 5мкм. бруска "из коробки" он вовсе не брал, но подцарапывал):
Пришлось достать Инф-Абразивовский A400VL, замочить его и почистить им - совсем другое дело:
После заточки на бруске 10мкм. получил вот такой результат - микрофото с объективом Ломо 4,7х011, по горизонтали кадра 5мм.:
Как можно видеть, внутренняя сторона у нас полукруглая, так как рекомендуется её выводить на ребре брусков с узкой радиусной фаской, как я писал ранее. Если же мы сделаем там строгий угол, то во-первых, некуда будет особо скруглять внешнее ребро, можно и ямку получить, а во-вторых, мы сильно ослабим этот участок и можем вместо ямки вырастить там "зуб" или, как его ещё называют - "клюв", а ямки буду по краям от него (как я показывал в другом обзоре о заточке подобного резца, на примере заточки заводской). А ведь на этот участок у нас при работе приходится львиная доля нагрузки! Поэтому ослаблять его нельзя. Когда выполним скругление внешнего ребра, то в результате получим кромку более равномерной толщины и без концентратора напряжений в виде резко очерченного уголка.
Пока что я уже делал скругление внешнего ребра, но до самой кромки оно ещё не дотянулось - вот в другом ракурсе после бруска 10мкм. - видно, что радиус есть, но края ещё не достиг, навскидку, микрометров эдак на 200:
Да, надо сказать, что даже скругляя сужающееся ребро, я не накопал ям на бруске - это в сторону тех, кто о подобной связке высказывался из разряда "можно точить только от зерна, ибо связка мягкая и нож её зарезает" - да ничего подобного.
Во-первых - она не такая уж мягкая, кроме как по тактильному отклику (не жёсткая). Во-вторых, "зарезать" её не проще, чем на любом бруске, ну кроме гальваники разве что. Если не перемещать такую узкую полосочку стали, как тут, то, конечно, можно натереть канавку, но зарезать - нет. Так что если кто зарезал такую связку - ему нужно осознать, что имела место либо грубая ошибка с давлением, либо с удержанием угла, либо, как максимум - избыточный угол атаки стали на абразив с царапанием (например, выполнить ТБ или даже без него, но очень сильно повысить угол так, как будто резцом именно решил снять стружку с бруска).
Вся внутренняя поверхность этой стамески у меня уже была обработана заранее, однако, подойдя вплотную к финишным операциям, необходимо держать под рукой какой-нибудь брусок, для удаления заусенчика, сгибающегося на внутреннюю сторону. Для этого у меня прекрасно подошёл следующий абразив. Алмаз более тонкий я решил уже не брать, а взять не самый тонкий арканзас (Norton старенький) тоже 6-ти дюймовый. Перед ним выполнил технологический барьер - один проход по засаленной севшей шкурке P3000.
На арканзасе повысил, как изначально собирался, угол. Поскольку мне хотелось продолжать выводить в радиус внешнее ребро уголка с помощью той же тележки-каталки, для чего ослабляется, как я ранее писал, прижимной винт и я вращаю стамеску за рукоять, опирая край её о приспособу, то угол я повышал эксцентриком - на два деления. Вот такое получилось значение:
Почему на два - одного не хватило бы для внятной микрофаски, так как угол и на предыдущем бруске ещё подрос по мере съёма стали. У кого каталка без эксцентрика, можно просто подложить что-то под ролик - например, кусочек или два плотной плёнки для переплётов ксерокопий (я такой плёнкой иногда пользуюсь на притире - жёсткости у неё достаточно) - на масло или каплю воды прилипает нормально и не ёрзает.
Проточил, обработал ребро - вот теперь уже радиус дотянулся и до кромки:
В принципе, далее можно просто направить на коже, чистой или с тонкой пастой или абразивным порошком с капелькой масла. Но напомню про неравномерность фасок, которая получалась в начале обзора из-за их завала в сторону "тела" стамески. Если чувство прекрасного мешает оставить как есть и просто сгладить там всё при направке, то можно взять шкурочку и пройтись более тщательно. Но! Вообще, это лучше делать перед созданием финишной микрофаски, чтобы не завалить кромку и не свести на нет результат работы финишного камня.
Но если камень был не самый тонкий, и если соблюдать разумную осторожность, то можно сделать и сейчас. Важно учитывать эластичность шкурки, при необходимости как стараясь нивелировать её (укладывая шкурку на жёсткое) так и наоборот - усиливать (укладывая на мягкое в разной степени) - смотря сколько надо "скруглять" - второе я и сделал - кусочек китайской, но весьма недурной шкурки P3000 на основе КК с олеиновой кислотой:
Кислоты капнул многовато - можно раза в три меньше. Понизив угол (чтобы не испортить РК) подполировал заточные фаски и добавил скругления самому уголку. Истираясь, засаливаясь, но оставаясь рабочей, благодаря олеиновой кислоте, эта шкурка работает всё тоньше и тоньше и при том не растит заусенку. Я под конец чуть стал повышать угол до того, при котором "волна" шкурки перед РК при движениях "на зерно" стала касаться РК, но очень легонько. И таким манером завершил работу. Вот так получилось:
Может не идеально, но на эластичных носителях абразива сделать идеально бывает намного труднее, чем на твёрдых камнях. Но даже если сделать так - всё равно стамеска будет резать вполне хорошо.
Порезал в разных направлениях и вдоль и поперёк волокон берёзовой чурочки - на небольшую глубину (на бОльшую тоже порезал, но уж фотать не стал - всё в порядке, и главное, что если режет чисто неглубоко - значит самый уголок сделан нормально, а это тут самое сложное):
[url=http://vfl.ru/fotos/5ffafcd436339256.html]
[/url] ------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Пару раз затачивал такие резцы, однако заказчики всякий раз обращали внимание на схождение кромок и просили проточить именно радиус не под 90, как у вас, а со скруглением в р-не 0,2-0,4 мм. Я не очень понимаю, зачем, но сделал, как просили.
Для заточки радиусных резцов я брал приспособу, похожую на вашу каталку, принцип работы в ней иной. Конструкция представляет собой обычную каталку, на которой закреплена еще одна приспособа, устроена , как труба в трубе. Наружная труба неподвижна и крепится к каталке или имеет с ней общий корпус и обеспечивает установку нужного угла заточки. Внутренняя труба вращается в наружной, но вдоль оси неподвижна. Способ крепления инструмента такой же , как в вашей приспособе, однако винт крепления расположен во вращающейся трубе. Заточка происходит методом одновременного поступательного и вращательного движения вдоль камня на зерно. Как вы понимаете, в такой приспособе заточить любой радиус не проблема. Если же закрепить в такой присобе резец с вашего фото для финишной доводки, то вполне возможно обработать обе плоскости и радиус
При заточке выполняя попеременно вращательное движение в разные стороны получается вполне хорошая сетка, угол наклона в которой определяется сочетанием скорости поступательного и вращательного движения.
Я бы поместил во внутреннюю трубу уголок 90градусов для лучшей фиксации круглопрофильного инструмента, но владелец против доработки.
Для заточки радиусных резцов я брал приспособу, похожую на вашу каталку, принцип работы в ней иной. Конструкция представляет собой обычную каталку, на которой закреплена еще одна приспособа, устроена , как труба в трубе. Наружная труба неподвижна и крепится к каталке или имеет с ней общий корпус и обеспечивает установку нужного угла заточки. Внутренняя труба вращается в наружной, но вдоль оси неподвижна. Способ крепления инструмента такой же , как в вашей приспособе, однако винт крепления расположен во вращающейся трубе. Заточка происходит методом одновременного поступательного и вращательного движения вдоль камня на зерно. Как вы понимаете, в такой приспособе заточить любой радиус не проблема. Если же закрепить в такой присобе резец с вашего фото для финишной доводки, то вполне возможно обработать обе плоскости и радиус
При заточке выполняя попеременно вращательное движение в разные стороны получается вполне хорошая сетка, угол наклона в которой определяется сочетанием скорости поступательного и вращательного движения.
Я бы поместил во внутреннюю трубу уголок 90градусов для лучшей фиксации круглопрофильного инструмента, но владелец против доработки.
Интересно, спасибо!
Я полукруглые затачиваю с комбинацией поступательного и вращательного, используя вручную оправку для Jet (она по типу тормековской, только округлая снизу), наклеивая на неё изоленту (а то сама она сделана из какой-то гадости и легко истирается) - вот как-то так она выглядит
- на первом фото она "за станком" -причём в данном случае "от зерна", но я такое себе позволил только потому, что претачивал заточную фаску на меньший сильно угол и не планировал выход на РК, соответственно и проблем с жирным заусенцем из-за работы от зерна - не случилось:
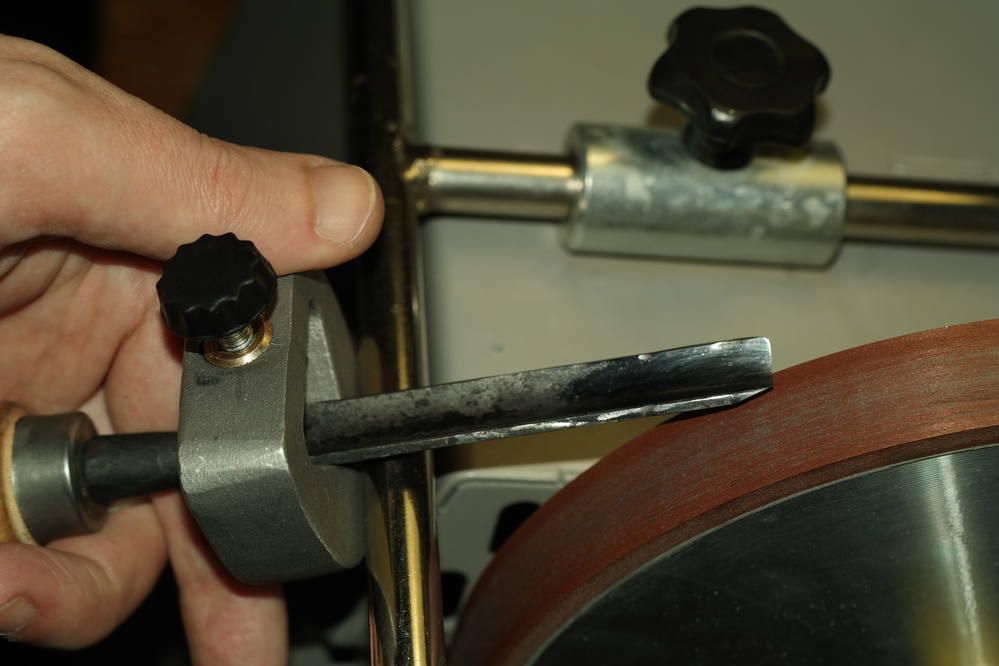
Ну а тут уже при создании с ней второй фаски на вашите
- не супер удобно, но работать можно:

Я полукруглые затачиваю с комбинацией поступательного и вращательного, используя вручную оправку для Jet (она по типу тормековской, только округлая снизу), наклеивая на неё изоленту (а то сама она сделана из какой-то гадости и легко истирается) - вот как-то так она выглядит
- на первом фото она "за станком" -причём в данном случае "от зерна", но я такое себе позволил только потому, что претачивал заточную фаску на меньший сильно угол и не планировал выход на РК, соответственно и проблем с жирным заусенцем из-за работы от зерна - не случилось:
Ну а тут уже при создании с ней второй фаски на вашите
- не супер удобно, но работать можно:
Принцип тот же. Я наверное буду делать такую приспособу коллеге, он решил резьбой заняться. Заказал допы к цанговой рукояти, сделал ему из 9 хс пару плоских резцов. Оказалось, что затачивать он и не умеет и нечем.
Именно. У меня уже была мысль, что надо, по крайней мере для совсем мелких резцов, взять за основу подшипник, по типу такого:
https://ridestyle.ru/image/cac...4-1000x1000.jpg
, впрессовать во внутреннее кольцо трубку с угловой вставкой и прижимным винтом - т.е. симулирующую форму внутренней части оправки. А внешнее кольцо прикрепить на "тележку" с регуляцией по высоте и/или наклону. Ну, или также просто наклеивать изоленту, а то если ещё на тележку, то выйдет громоздко, скорее всего.
https://ridestyle.ru/image/cac...4-1000x1000.jpg
{kind=link}
, впрессовать во внутреннее кольцо трубку с угловой вставкой и прижимным винтом - т.е. симулирующую форму внутренней части оправки. А внешнее кольцо прикрепить на "тележку" с регуляцией по высоте и/или наклону. Ну, или также просто наклеивать изоленту, а то если ещё на тележку, то выйдет громоздко, скорее всего.
Коллега попросил сделать ему точилку, думаю надо корпус из пластика делать, втулку тоже. Без подшипника все будет шикарно вертеться. Мб стоит взять трайник от трубы полипропиленовой, обрезать, расточить . Внутреннюю втулку сделать из капролона. Ролик лучше из нержи сделать . Надо в редакторе ее изобразить, токарь пошлет с объяснением на пальцах.
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 2 гостя