Попробовал новые бруски ИНФ-Абразив:
Gribderman A400VK и Grinderman А600VK.
Сразу скажу, что бруски мне понравились. Они закономерно отличаются от тех брусков ОА, что я ранее пробовал, серии NA (позднее NL, как я понял), про которые есть обзоры в этой теме.
Новые лучше держат форму, также весьма умеренно склонны к засаливанию, при том производительность высокая, и смывать снятую сталь нужно довольно часто, но именно засалки как таковой, которую сложно убрать - я особо не наблюдаю по сталям разных групп. В качестве дрессинг-стоуна я использовал другой камень из этой пары - т.е. просто слегка чистил их друг о друга. Износ мал и потому, такая чистка повлиять негативно на геометрию бруска не могла за те секунд 10-20, что мне приходилось их тереть после обработки очередного ножа.
Я попробовал несколько ножей для понимания поведения брусков. Начиная от откровенного пластилина, в лице 440а и обычной дешманской в серийной термообработке 65х13 и более-менее приличная, не пластилиновая 95х18 и до весьма удачных 440с и р6м5.
Что мне понравилось больше всего - производительность. Оптимально на мой взгляд обрабатывались 440с и 95х18. Прямо очень быстро, с однородностью адекватной производительности.
Поясню - часто абразивы - "жруны", из-за чрезмерно агрессивного воздействия на РК, оставляют таковую буквально изодранной и очень толстой, при даже весьма приятном глазу глянце или матовости на фасках. Медленные абразивы (часто просто потому, что применённые не к той стали, к которой подходят, либо медленные из-за низкой концентрации абразива или состояния своей поверхности) - часто и очень грубые позволяют получить более-менее тонкую РК, но опять-таки неудовлетворительной однородности. Так что важно, чтобы производительность гармонично сочеталась с результатом, причём на любом этапе обработки - некоторые скажут, что на обдирке это не суть важно, но это не всегда так - надо ведь подумать и о том, сколько работы достанется в результате следующему абразиву в сете.
Так вот - тут, эти аспекты гармоничны и органичны, на мой взгляд. Именно по таким сталям более всего.
Очень мягкие стали провоцируют более интенсивное обновление бруска, но производительность остаётся - работать можно, только вот тонкость кромки получить как на более твёрдых сталях - уже сложнее или невозможно, но это закономерно. На быстрорезе же получалось следующим образом: обновление присутствует почти в той же мере что и на 440с, количество шлама +- одно, но оставляемая бруском шероховатость - тоньше и кромку получить более острую проще, однородность её выше, хотя производительность ниже. В общем - обрабатывать можно разные стали, но как и всегда - есть оптимум и разные степени "удалённости" от этого оптимума.
Замачивание брусков впервые - было довольно долгим. Вода долго не хотела удерживаться на поверхности. В следующие дни проб, поскольку камни не успевали просохнуть полностью, замачивание было быстрее. Однако, воду надо добавлять регулярно, причём попутно смывая отработку - эти бруски легко обсыхают, правда это удобно с той стороны, что они какое-то время могут работать просто влажными - для применения таких брусков в формате подвижного абразива это полезно. Я, правда, работал на стационарных (с помощью "костылька"). Бруски чувствительны к выбору давления и характер поверхности фасок зависит от того, насколько чистая вода на бруске и много ли её, работаем с толикой выделившейся суспензии или нет - т.е. всё, как и положено правильному воднику - вариативность присутствует.
Несмотря на то, что как таковой суспензии практически не выделяется (создаётся впечатление, что в воду попадает не столько зерно, сколько продукт его истирания + связка), бруски не страдают выглаживаемостью. Я пробовал, в частности, слегка сгладить керамическими слуриками с разной шероховатостью эти бруски и получал следующий расклад: Сгладил, добавил воды, сделал 10-30 проходов на сторону - и брусок возвращается к исходной своей шероховатости и спокойно работает. Если его наоборот загрубить - от также хорошо возвращается "на исходную".
Шаг обработки между F400 и F600 - соответствует разнице в зернистости, единственно, на совсем "кастрюльной" нерже, разность состояния кромки и фаски - увеличивается, но в целом соотношения вполне постоянные.
Ну и теперь предметно с микрофото. Снимки сделаны в одинаковых условиях, объектив Ломо План 10х0.22, прямая проекция на матрицу. Масштаб съёмки 12:1, снимки кропнуты, по горизонталям кадров - 1мм. Фото кликабельны, в т.ч. до оригинального размера. Для начала - 440с, сначала после F400, затем после F600:

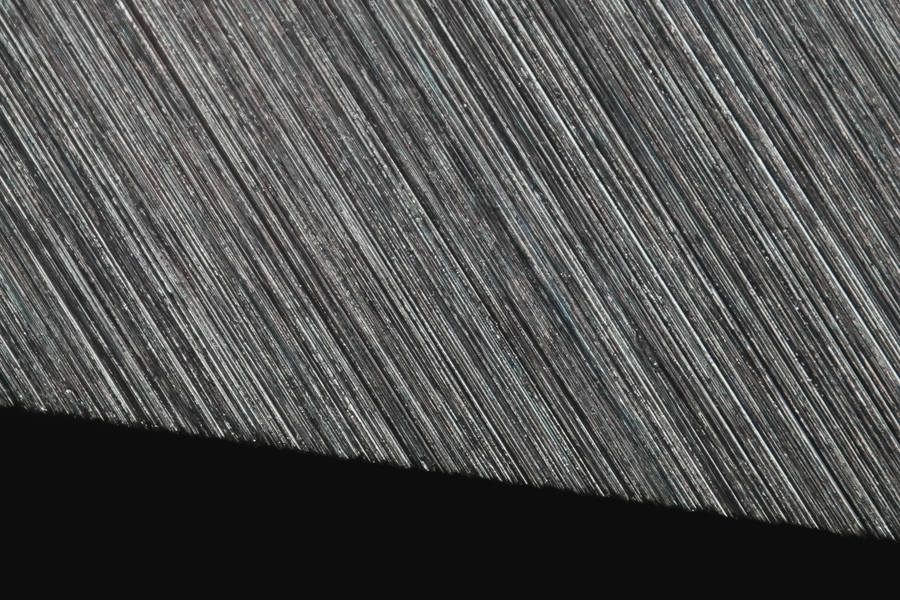
И 65х13 - сначала после F400 и потом после F600:
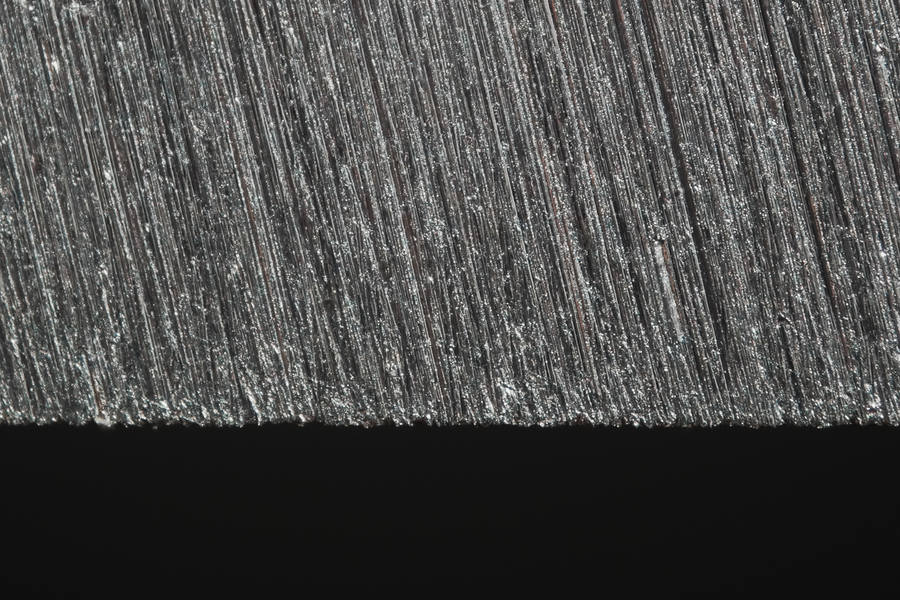

Мне кажется, что удалось углом падения света показать особенности шероховатости фасок и разность даже при таком малом участке съёмки и показать разницу соотношений состояния фасок и кромки.
Отмечу, что получить на 65х13 при высочайшей производительности брусков, более-менее острые кромки (для такого этапа заточки) обычно непросто и значительно труднее, чем на более твёрдых сталях. Сделав кое-какие замеры, у меня вышло, что после F400 на 65х13 я получил толщину РК примерно 12мкм. и после F600 - примерно 8мкм.
Разумеется, в обоих случаях кромки, будучи даже такими тупыми, не бликовали при осмотре невооружённым взглядом и спокойно брили предплечье. Это, я считаю, очень хорошие показатели для таких производительных брусков в условиях заведомо не оптимальных - когда обрабатываются стали весьма низкой твёрдости и на не самых твёрдых абразивах. Хотя тут сильно помогло то, что на данном клинке были уже очень широкие фаски, что всегда заметно снижает агрессивность воздействия абразива, но тем не менее.







