
Я бы не сказал, что это самый правильный вариант.
Есть существенная разница между обработкой на закреплённом зерне и притиркой на свободном или смеси свободного и полусвязанного.
И, как правило, обработка на закреплённом зерне абразивных брусков и камней в ручных режимах обработки, не выдерживает никакой критики.
Работает результат весьма так себе. По сравнению с обработкой закреплённым зерном механизированной обработки, с конкретным ориентированием таковой, или по сравнению с притиркой на свободном зерне, может с толикой полусвязанного.
Для того, чтобы в этом убедиться, достаточно посравнивать керамику, притёртую вручную на закреплённом зерне с той же коричневой керамикой от Гриндермана из под плоскошлифа, и притёртую на свободном зерне, по сталям разных групп и некоторое время - для оценки не только однородности и производительности работы, но и оценки деградации абразивных свойств в долговременной перспективе.
Лично мне вполне нравится вариант из под плоскошлифа, но больше нравится всё-таки притёртая на свободном зерне. Про вариант притирки на закреплённом зерне вручную - вообще не нравится, моим критериям нормальной работы абразивов не соответствует по ключевым параметрам:
1. однородности обработки
2. производительности таковой
3. длительности работы без заметной деградации абразивной способности
Не сказал бы что получается прямо "напильник", если под этим подразумевать очень грубую обработку.
Иначе я не получал бы на коричневой из под плоскошлифа (или притёртой на алмазном зерне 60/40) результат, цитирую свой старый обзор по ней:
"по мягкой стали получается на уровне работы искусственных брусков с размером зерна около 10мкм., на высоколегированных сталях типа х12мф/d2 несколько тоньше, условно говоря, как м7+-."
По более сложнолегированным твёрдым сталям, в т.ч. высокованадиевым, получается ещё тоньше.
И легко достигается острота кромки, обеспечивающая прохождение теста на строгание волоса и, если постараться чуть больше - и реза волоса на весу.
Т.е. это вовсе не "напильник" в смысле грубости работы.
Но и не доводочный режим, так как присутствует выраженное абразивное резание, тогда как для доводки характерно превалирование пластической деформации над резанием в процессе обработки.
Лично мне для подобной заточки керамика нравится больше, чем для доводочных работ - очень тонко притёртая мне лично никогда особо не нравилась - проигрывает очень многим брускам и камням, растит капризную заусенку, не любит любых отклонений от раз выбранного давления и пр. И понятно почему - нет отвода шлама, присутствует адгезионный срыв частиц стали - всё в силу избыточной гладкости и при том высочайшей плотности структуры.
Варианты, на которых я остановился, демонстрируют одни из самых лучших соотношений в одном абразиве производительности и достигаемой остроты при оставляемой шероховатости от приличной до очень хорошей по одноровности, даже если эта шероховатость весьма груба, по мягким сталям.
Китайская рубиновая керамика - есть отзывы?
Модератор: тень
-
Sergei SKIFO
- Подпрапорщик

- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
Уважаемые форумчане, решил сказать несколько слов о своем небольшом опыте работы с китайским бланком из розовой керамики на апексоиде. Приобрёл ее вместе с набором китайских бланков и еще двумя бланками непонятных тонких абразивов белого и зеленого цвета. Из всего этого набора пользуюсь только розовой керамикой на финише заточки ножа из любой практически стали. Причем не доводил ее ни на каких порошках. Использую ее с парой каплями масла и небольшим количеством китайской алмазной пасты 3.5 - 5 микрон. До этого пробовал финишировать и арканзасом, и Т1200, и бельгийскими сланцами, и яшмой, и байкалитом. Но ничего из перечисленного не дает такой стабильный результат как эта керамика. Может, конечно, дело в добавлении алмазной пасты? причем наилучший результат достигается, когда керамика при движении как бы "прилипает" к стали клинка. Почти все из выше перечисленных финишников дают достаточно неоднородную небольшую риску на подводе. После же керамики с пастой поверхность подвода очень однородная, без всяких рисок. И рез ножа после китайской керамики достаточно агрессивный.
Вот такой замечательный результат дает этот мягко говоря совсем недорогой абразив
Вот такой замечательный результат дает этот мягко говоря совсем недорогой абразив

Да тут розовая керамика, как бы, и не при чем. У Вас чистейшей воды работа с алмазной пастой на притире.Sergei SKIFO писал(а): решил сказать несколько слов о своем небольшом опыте работы с китайским бланком из розовой керамики на апексоиде.
Именно. Причём преимущественно, с полусвязанным зерном получается, так как алмазы в керамику не "шаржируются", а лишь частично застревают в рельефе поверхности. Причём произвольно распределяясь по ней, так как она вообще никак не готовилась к такой работе.
А при таком раскладе, стоит, особенно при обработке сталей не запредельной твёрдости и количества лигатуры, уяснить -в какой степени происходит уже именно шаржирование собственно фасок клинка алмазным зерном. Это очень скверная штука. Получить легко, удалить очень сложно. Для этого даже в промышленности и даже работая на притирах намного более мягких, в которые алмаз именно шаржируют (чугун и пр.) - добавляется отдельная операция для удаления остатков алмазного зерна, шаржировавшегося в обрабатываемый объект. При этом отмечается, что не всегда удаётся удалить всё начисто.
Именно поэтому, чтобы минимизировать такое дело, алмазное зерно используют преимущественно на таких притирах, куда его можно именно _шаржировать_ и которые мягче обрабатываемого материала.
А на притирах, где зерно находится в т.н. "полусвязанном" состоянии - т.е. на стекле, керамике и пр., т.е. на таких, куда алмаз не шаржируется, но зёрна "сидят" в лунках рельефа и в них слегка подвижны, но не катаются по всей поверхности, как при работе с суспензиями свободного зерна, работают с таким твёрдым зерном либо по очень твёрдым сталям и по твёрдым сплавам, либо используют обязательно до этапов обработки на зерне 1мкм. и мельче - чтобы постепенно удалить всё шаржировавшееся в объект обработки, а опасность шаржирования к моменту использования зерна размером 1 мкм. и мельче, уже в разы меньше, так как на таком уровне пластические деформации в обработке всё равно превалируют над резанием/царапанием.
Если же нужно остановиться раньше, если не нужна обработка настолько тонкая и обрабатываются не самые твёрдые материалы, то используются обычно не суперабразивы типа эльбора и алмаза, а, к примеру, электрокорунд, карбид кремния зелёный - т.е. те, у которых вероятность шаржирования в сталь - намного ниже. Хотя электрокорунд тоже это умеет, в т.ч. размером 1мкм. и при очень высокой чистоте фракции в пасте. Это всё равно реально.
Это - азы работы на притирах. Равно как и то, что притир обязательно к работе готовят - не используют поверхность "какую попало". Так как в таком случае и результат будет соответственный. А определение качества результата зависит в т.ч. от методов его оценки. Для невооружённого взгляда или слабовооружённого, многое может казаться лучше, чем есть.
Конечно, высокованадиевые порошковые стали можно более-менее спокойно обрабатывать на твёрдых притирах с полусвязанным алмазным зерном, вероятность шаржирования мала. Однако - и я показывал это на микрофотоснимках, это происходит тоже, и напрямую зависит от чистоты фракции алмаза - ни одна пока что паста, произведённая в странах бывшего СССР, не может похвастаться достаточно стабильной чистотой фракции - практика это даказала. Наличие в пастах 1мкм. и даже 0,25 мкм. зёрен даже в 40мкм. размером, не говоря про множество в 10 мкм., 5-7 мкм. - часто портит работу не только оставляя отдельные паразитные риски, но и приводит к шаржированию этих зёрен в клинок. Даже в таких сталях, не говоря о более простых.
Китайцы же так обращаются с зернистостью и абразивной гигиеной, что там всё ещё намного хуже.
Так что весьма рекомендую изучить, что же в реальности получается на выходе и какого качества.
Указание на то, что:
Явно говорит о том, что адекватный по разрешению классу обработки оптический контроль не применяется для оценки.
"без всяких рисок" при указанных вводных... для невооружённого взгляда разве что. Либо что-то не так с оптикой, светом и пр.
Непревзойдённый по дешевизне вариант, и при том дающий намного более прогнозируемый и воспроизводимый результат заведомо более высокого качества и позволяющий варьировать в широком диапазоне класс получаемой обработки - давно известен и на форуме описан: это притёртый стеклянный притир с электрокорундовым зерном в виде полусвязанного - в виде недорогих паст Luxor. Для особо "зверских" сталей, с ванадием в составе около 9% и более, а также для твёрдых сплавов, на таком же притире можно использовать карбид кремния.
В общем - немного знаний, что как работает, и как положено применять и почему, и можно ещё более бюджетными материалами всё сделать на профессиональном уровне.
Или, для опять-таки "зверских" сталей и твёрдых сплавов, что уже дороже - действительно качественное по чистоте фракции алмазное зерно - из, например, суспензий Gunny Juice. Для более грубой обработки и с обычным алмазным зерном грязным по фракции - венёвским, полтавским, даже реал-дзержинским - чугунные притиры. Они же хорошо себя показывают и для работ тонких, но тут уже важно чётко понимать, что нужно получить и на каком материале. Так как от материала притира зависит очень многое в характере его работы. Например, на мягком и среднем чугуне практически всегда будет очень высокий процент именно резания, даже с мелкими фракциями. Выйти на режим именно доводки - будет непросто, надо соблюсти кое-какие условия. При том, что на доводочный режим на притёртом стекле или керамике, можно выйти на намного более крупной фракции порошка или пасты.
Если хочется использовать керамику в качестве притира под полусвязанное зерно фракций от 10мкм. до 1мкм. - крайне желательно обеспечить керамике во-первых прецизионную плоскость (как любому нормальному притиру, если он конечно не фасонный - но у фасонного тем более геометрия должна быть в идеале), а во-вторых - шероховатость от притирки на зерне фракций F600 - F800. Для притирки керамики целесообразно применять алмазный порошок соответственных фракций.
И конечно, стоит уделить вниманию разбавлению пасты и/или (особенно при использовании абразивных микропорошков) - добавлению CОЖ/ПАВ. А также распределению абразива и его концентрации на рабочей поверхности притира.
Кроме того, при подготовке притира, особенно керамического, так как керамика обладает собственной абразивностью (что для притира вообще-то не характерно - им положено быть безабразивными) - важно сгладить "по вершинкам рельефа" его. Иначе будет куча паразитки по достижении определённой тонкости стороннего зерна, при обработке.
Всё подробнее и с иллюстративными примерами и прочими "пруфами" есть в профильных темах.
Например, вот в этой, +- со стр. 11:
Техника работы на твёрдых камнях с пастами, порошками, суспензиями
А при таком раскладе, стоит, особенно при обработке сталей не запредельной твёрдости и количества лигатуры, уяснить -в какой степени происходит уже именно шаржирование собственно фасок клинка алмазным зерном. Это очень скверная штука. Получить легко, удалить очень сложно. Для этого даже в промышленности и даже работая на притирах намного более мягких, в которые алмаз именно шаржируют (чугун и пр.) - добавляется отдельная операция для удаления остатков алмазного зерна, шаржировавшегося в обрабатываемый объект. При этом отмечается, что не всегда удаётся удалить всё начисто.
Именно поэтому, чтобы минимизировать такое дело, алмазное зерно используют преимущественно на таких притирах, куда его можно именно _шаржировать_ и которые мягче обрабатываемого материала.
А на притирах, где зерно находится в т.н. "полусвязанном" состоянии - т.е. на стекле, керамике и пр., т.е. на таких, куда алмаз не шаржируется, но зёрна "сидят" в лунках рельефа и в них слегка подвижны, но не катаются по всей поверхности, как при работе с суспензиями свободного зерна, работают с таким твёрдым зерном либо по очень твёрдым сталям и по твёрдым сплавам, либо используют обязательно до этапов обработки на зерне 1мкм. и мельче - чтобы постепенно удалить всё шаржировавшееся в объект обработки, а опасность шаржирования к моменту использования зерна размером 1 мкм. и мельче, уже в разы меньше, так как на таком уровне пластические деформации в обработке всё равно превалируют над резанием/царапанием.
Если же нужно остановиться раньше, если не нужна обработка настолько тонкая и обрабатываются не самые твёрдые материалы, то используются обычно не суперабразивы типа эльбора и алмаза, а, к примеру, электрокорунд, карбид кремния зелёный - т.е. те, у которых вероятность шаржирования в сталь - намного ниже. Хотя электрокорунд тоже это умеет, в т.ч. размером 1мкм. и при очень высокой чистоте фракции в пасте. Это всё равно реально.
Это - азы работы на притирах. Равно как и то, что притир обязательно к работе готовят - не используют поверхность "какую попало". Так как в таком случае и результат будет соответственный. А определение качества результата зависит в т.ч. от методов его оценки. Для невооружённого взгляда или слабовооружённого, многое может казаться лучше, чем есть.
Конечно, высокованадиевые порошковые стали можно более-менее спокойно обрабатывать на твёрдых притирах с полусвязанным алмазным зерном, вероятность шаржирования мала. Однако - и я показывал это на микрофотоснимках, это происходит тоже, и напрямую зависит от чистоты фракции алмаза - ни одна пока что паста, произведённая в странах бывшего СССР, не может похвастаться достаточно стабильной чистотой фракции - практика это даказала. Наличие в пастах 1мкм. и даже 0,25 мкм. зёрен даже в 40мкм. размером, не говоря про множество в 10 мкм., 5-7 мкм. - часто портит работу не только оставляя отдельные паразитные риски, но и приводит к шаржированию этих зёрен в клинок. Даже в таких сталях, не говоря о более простых.
Китайцы же так обращаются с зернистостью и абразивной гигиеной, что там всё ещё намного хуже.
Так что весьма рекомендую изучить, что же в реальности получается на выходе и какого качества.
Указание на то, что:
Изначально написано Sergei SKIFO:
... После же керамики с пастой поверхность подвода очень однородная, без всяких рисок. И рез ножа после китайской керамики достаточно агрессивный.
Вот такой замечательный результат дает этот мягко говоря совсем недорогой абразив
Явно говорит о том, что адекватный по разрешению классу обработки оптический контроль не применяется для оценки.
"без всяких рисок" при указанных вводных... для невооружённого взгляда разве что. Либо что-то не так с оптикой, светом и пр.
Непревзойдённый по дешевизне вариант, и при том дающий намного более прогнозируемый и воспроизводимый результат заведомо более высокого качества и позволяющий варьировать в широком диапазоне класс получаемой обработки - давно известен и на форуме описан: это притёртый стеклянный притир с электрокорундовым зерном в виде полусвязанного - в виде недорогих паст Luxor. Для особо "зверских" сталей, с ванадием в составе около 9% и более, а также для твёрдых сплавов, на таком же притире можно использовать карбид кремния.
В общем - немного знаний, что как работает, и как положено применять и почему, и можно ещё более бюджетными материалами всё сделать на профессиональном уровне.
Или, для опять-таки "зверских" сталей и твёрдых сплавов, что уже дороже - действительно качественное по чистоте фракции алмазное зерно - из, например, суспензий Gunny Juice. Для более грубой обработки и с обычным алмазным зерном грязным по фракции - венёвским, полтавским, даже реал-дзержинским - чугунные притиры. Они же хорошо себя показывают и для работ тонких, но тут уже важно чётко понимать, что нужно получить и на каком материале. Так как от материала притира зависит очень многое в характере его работы. Например, на мягком и среднем чугуне практически всегда будет очень высокий процент именно резания, даже с мелкими фракциями. Выйти на режим именно доводки - будет непросто, надо соблюсти кое-какие условия. При том, что на доводочный режим на притёртом стекле или керамике, можно выйти на намного более крупной фракции порошка или пасты.
Если хочется использовать керамику в качестве притира под полусвязанное зерно фракций от 10мкм. до 1мкм. - крайне желательно обеспечить керамике во-первых прецизионную плоскость (как любому нормальному притиру, если он конечно не фасонный - но у фасонного тем более геометрия должна быть в идеале), а во-вторых - шероховатость от притирки на зерне фракций F600 - F800. Для притирки керамики целесообразно применять алмазный порошок соответственных фракций.
И конечно, стоит уделить вниманию разбавлению пасты и/или (особенно при использовании абразивных микропорошков) - добавлению CОЖ/ПАВ. А также распределению абразива и его концентрации на рабочей поверхности притира.
Кроме того, при подготовке притира, особенно керамического, так как керамика обладает собственной абразивностью (что для притира вообще-то не характерно - им положено быть безабразивными) - важно сгладить "по вершинкам рельефа" его. Иначе будет куча паразитки по достижении определённой тонкости стороннего зерна, при обработке.
Всё подробнее и с иллюстративными примерами и прочими "пруфами" есть в профильных темах.
Например, вот в этой, +- со стр. 11:
Техника работы на твёрдых камнях с пастами, порошками, суспензиями
Так зерно алмаза не плохо шаржируется в нержу, типа 420-ой железки и даже в сандвик 12с27 и не в полу связанном состоянии, например при работе по ним, веневскими брусками. И как с этим бороться я не знаю, ну разве что не точить "мягкое" алмазами ??
Вот именно. Даже закреплённое в связке брусков, алмазное зерно (даже если оно сортов типа АС15-АС32 или даже АСМ или АСН, и не говоря уж если оно сортов попроще - как на "обычном" старом венёве, где оно "повышенной хрупкости" - типа ас4-ас6) достаточно легко шаржируется в клинки, особенно из вязких, не особо твёрдых сталей.
Это одна из причин, почему на алмазах большинство широкоупотребительных сталей не затачивают.
Но далеко не единственная.
Это одна из причин, почему на алмазах большинство широкоупотребительных сталей не затачивают.
Но далеко не единственная.
-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
Ярослав, спасибо за развернутый ответ:) я в общем то догадывался что все так просто и хорошо не должно быть с таким недорогим абразивом:) Но неколько вопросов все же осталось:) Сначала некоторые факты:
1. контроль производился на китайском микроскопе с увеличением, если не ошибаюсь в 189 раз. Вот два фото РК после керамики с пастой, первое RWL34, второе М390:


1. контроль производился на китайском микроскопе с увеличением, если не ошибаюсь в 189 раз. Вот два фото РК после керамики с пастой, первое RWL34, второе М390:


-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
2. конечно, необходимо учесть уровень "достаточности" для заточки. Для среднего пользователя, КМК, такая заточка как на фотах даст необходимую остроту.
3. Чем в принципе так вредно и опасно шаржирование РК алмазами? Особенно если учесть, что это может произойти и при заточке алмазными брусками.
3. Чем в принципе так вредно и опасно шаржирование РК алмазами? Особенно если учесть, что это может произойти и при заточке алмазными брусками.
-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
4. Правильно ли я понимаю, что заменив алмазную пасту на LUXOR, DIALUX мы получим более "правильный" притир?
5. Если шаржирование алмазами так неприемлемо, то как быть с полированием всего клинка наждачкой с алмазной пастой? А кто то даже советует полировать спуски алмазным бруском 800 грит а нанесенным на него алмазной пастой
5. Если шаржирование алмазами так неприемлемо, то как быть с полированием всего клинка наждачкой с алмазной пастой? А кто то даже советует полировать спуски алмазным бруском 800 грит а нанесенным на него алмазной пастой
Посмотрите фото Ярослава и как на них "идут риски" и сравните с Вашим фото (китайские 189 не показатель)Sergei SKIFO писал(а): 1.
Смотря для чего... для кухни как правило #1000 изредка #3000 за глазаSergei SKIFO писал(а): 2.
Тем же чем и проклятая Вами, если не ошибаюсь, стружка нержавейки )Sergei SKIFO писал(а): 3.
Нет, правильную работу на притире )Sergei SKIFO писал(а): 4.
Эээээ, даже интересно кто это так Вам советовал полировать? Насколько мне известно полировка ЛИБО наждачкой/камнями, ЛИБО алмазными/порошковыми пастами на/с притирах/ми...Sergei SKIFO писал(а): 5.
Что то не так в Вашей консерватории... где то что то с чем то смешалось и не встало на свои места )))))))).
-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
Пользуюсь той техникой, которая имеетсяПосмотрите фото Ярослава
Ошибаетесь, т.к. первый раз слышу про "проклятую кем-то стружку нержавейки" и в дискуссиях на данную тему не участвовал. как все таки тревожно жить, когда заглядываешь в микромирТем же чем и проклятая Вами, если не ошибаюсь, стружка нержавейки )
А можете пояснить, чем работа алмазной пасты на алмазном бруске отличается от работы на притирах.ЛИБО алмазными/порошковыми пастами на/с притирах
Так ведь вопросы и задаются, чтобы разобраться и поставить все на свои местаЧто то не так в Вашей консерватории
Sergei SKIFO писал(а): сли нет, то хотелось бы поподробнее узнать чем именно.
Shhazaga1 писал(а): Посмотрите фото Ярослава и как на них "идут риски" и сравните с Вашим фото
Тогда извините. А по теме попаданием алмазов в том числе в пищу.Sergei SKIFO писал(а): Ошибаетесь
Ярослав в постеSergei SKIFO писал(а): А можете пояснить
все подробно разжевал и направил для дальнейшего чтения.oldTor писал(а): #257
полагаю в данном случае они задаются ради того что бы задать сам вопрос ))))Sergei SKIFO писал(а): Так ведь вопросы и задаются, чтобы разобраться и поставить все на свои места
Есть версия ,что керамика сделана из "настоящего технического рубина"
Значит эта из разных месторождений.
Значит эта из разных месторождений.
-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
Вот за что люблю общение на форумеПосмотрите фото Ярослава и как на них "идут риски" и сравните с Вашим фото
Чем вам лично не нравится РК ножа для бытового использования, представленная на двух вышеупомянутых фотах?
Так и из алмазных брусков, которыми кстати пользуются уважаемые мастера, алмазы могут шаржироваться в фаски РК. И что делать? Запретить алмазные бруски и пасты как класс?попаданием алмазов в том числе в пищу
Фотки не в фокусе, гладенькие, неинформативные. Очень маленькая раз решающая способность. Ни одной риски не видно.
Не париться по поводу шаржирлванияили точить на кк и оа.
Не париться по поводу шаржирлванияили точить на кк и оа.
Постараюсь по пунктам.
1. Увеличение в разах или кратах - к сожалению, ничего вообще не говорит применительно к фотографии. Т.е. я не могу даже понять масштаб.
При макро и микросъёмке оперируют понятием масштаба съёмки - для этого желательно снять либо шкалу линейки (если масштаб маловат) либо слайд-микрометр - на али они дешёвые есть. В тех же условиях съёмки, что и клинок. И либо тоже выложить, либо указать, какова длина реального объекта по какой-либо стороне снимка.
2. Увеличение не = разрешение, а последнее - обычно определяющий фактор.
Обычно вариофокальные (т.е. с регулируемым масштабом - "зумы" по сути) цифровые микроскопчики не обладают достаточной разрешающей, чтобы различить детали порядка обработки, о котором речь - т.е. о частицах основных, на притире, в диапазоне 3-5 мкм. и внятно оценить риски от них или размер обнажившихся карбидов данных сталей.
Обычно они могут разрешить 20-10 мкм. Изредка - больше. Немного спасает то, что изолированные объекты, т.е. отдельные крупные косяки типа вкраплений или торчащих карбидов, мы можем увидеть свыше предела разрешения, так как они условно "изолированы" - т.е. нет проблемы слияния двух слишком близко расположенных точек, но есть отдельные торчащие детали.
В любом случае, полезно выяснить пределы разрешения Вашей оптики, хотя бы снимком того же слайд-микрометра или чего-то подобного с мелкой структурой известного размера.
На RWL мне не нравится два момента - щербатинки правее на кромке и что-то торчащее в фаске в том же районе. По опыту наблюдений, готов предположить, что при более детальном рассмотрении обнаружим там как раз застрявшее алмазное зерно в фаске, скорее всего намного крупнее зерна заявленной в пасте фракции.
У М390 всё в принципе нормально выглядит - разумеется, она лучше сопротивляется внедрению алмазов. Разве что я предпочитаю риску строго в одном направлении к финишному этапу, ради лучшей агрессии реза. И более "гладкую" поверхность даже при наличии грубых рисок - когда закреплённые зёрна абразива работают как резцы, оставляя канавку даже крупной риски - более гладкой. А тут получается немного "изодранная" поверхность. И как раз для керамики с алмазным зерном это характерно.
Если бы Вы загнали алмазное зерно в чугун - была бы совсем другая картина, более выраженное и "чистенькое" резание. На стеклянном - если правильно бы подготовили - смогли бы выйти на принципиально иную чистоту обработки, чем у вас на фото.
Для сталей ржавучих - это вообще не годится, так как "привет, питтинговая коррозия", но для высоколегированных в принципе нормально. В целом - вне зависимости от грубости рисок, лучше тем более сделать любой рельеф на фасках и рк - более гладким. Что при выраженных рисках, что при слабовыраженных штришках.
В принципе всё недурно у вас, насколько можно оценить по фото, но лично мне этого мало - я к тому всё это выше писал, что проблемы могут быть, а я предпочитаю варианты, которые сильно снижают их вероятность. Т.е. при оптическом контроле я у себя допускаю какие-то огрехи, в разном диапазоне, в зависимости от общей шероховатости клинка, чтобы они не превышали определённых значений, но при малом разрешении, всё должно выглядеть идеально.
Если говорить о достаточности, то я вообще не понимаю смысла работы столь тонким образом - можно сделать и намного более грубыми абразивами.
Необходимая острота понятие растяжимое, но острота, способная резать салфетку, папиросную бумагу, строгать волос - легко достигается и на более грубых абразивах. Лично я предпочитаю для многих сталей на обычных ножах (без узкой специализации), керамику в грубоватой притирке, на алмазном зерне 60/40 или 50/40. В зависимости от стали, получаемая шероховатость +- сходна с результатам работы абразивных брусков с зерном М14 - м7, а достигаемая степень остроты, как правило - выше и за меньшее время.
Принципиально скверно шаржирование клинка алмазами тем (причём не кромки - обычно она слишком тонка для этого, а фаски), что это провоцирует при более-менее заметной нагрузке на этот участок клинка микротрещины и сколы, к тому же - понравится ли зубам, если в пище окажется алмазное зерно размером под 10-40 мкм.? Не говоря уже о том, что если клинок для тонких чистых срезов - то вкрапления зёрен будут просто царапать заготовку. не говоря уже о том, что если править и подтачивать на тонком камне потом - то камень тоже будут царапать, вылетать из клинка и попадать под кромку, оставляя на ней щербатинки и забои.
Нет. Я наверное не совсем верно сформулировал, но имел в виду другое. Во-первых - про диалюкс я вообще не писал - мне она категорически не нравится по многим причинам, но тут это совсем офф.
Смена пасты не делает сам притир лучше или хуже, правильнее или нет.
Правильный притир - это притир не вмешивающийся абразивно в работу зерна на нём. А выбор зерна и его применение в виде зерна шаржированного, полусвязанного или свободного, а также выбор типа абразивного зерна (алмаз, эльбор, КК, ОА и пр.) - зависит от конкретной заточной или доводочной задачи. Как и материал притира и его твёрдость.
А никак не быть - я вообще не понимаю применения на наждачке алмазных паст - это ускоренный износ абразива самой наждачки. Нанесение паст на наждачку применялось и применяется, или порошков с ПАВ, но там есть куча нюансов и определённые соотношения абразивов и фракций, а также связок шкурок, которые надо учитывать.
То, что доморощенные "спецы" так делают с любыми шкурками и мажут их чем попало, или так делали на каком-нибудь производстве с намазыванием любых наждачных лент любыми пастами - совсем не значит, что это хорошо и правильно. Просто они так привыкли. А люди повсеместно почему-то считают, что если ошибку или паллиатив повторять долго, то он от этого перерастает в "качественный долговременный опыт")). Вон как-то один "спец с опытом" делился тем, на ганзе, не помню уже где, что у него на производстве абразив на притиры горстью швыряли и никогда ничего не выравнивали - а потом мы удивляемся, что просрана вся промышленность. Вот благодаря таким спецам и их начальникам.
Алмазный брусок с алмазной пастой - это опять-таки паллиатив. А выдумали мазать алмазными пастами бруски - маркетологи венёва, которым надо было срочно спасать никуда не годные партии брусков, с никакой абразивной способностью или диким количеством абразива постороннего не той зернистости (напоминаю, о том, что в венёве на обычных связках B2-01 присутствует карбид бора, причём фракции заметно крупнее алмазной - например, в брусках 1/0 было допустимо наличие фракции карбида бора 5/3 - это информация от самих представителей завода, на минуточку).
Здесь полно людей застали этот эпизод, очень забавно теперь видеть, до каких размеров это разрослось - когда человек вообще не занимавшийся никогда заточкой, посоветовал херню, которую подхватило столько "уважаемых мастеров") Кто, правда, и за что их уважает - хороший вопрос.
Если хочется изучить технологию, как что делается - лучше обращаться к спец. литературе, а не к "лайфхакам" уровня "как без специализированного инструмента сделать "как у взрослых". Иногда можно извлечь пользу и рациональное зерно из таких рекомендаций, но в основном это херня и критическое мышление надо включать "на полную", чтобы отфильтровать заведомую лажу. Другое дело, когда надо "из говна конфетку сделать" тем, что есть под руками, но возводить это в серьёзный подход и инструмент - явно не стоит.
Я выше писал вкратце, в каких случаях применения это бывает, а в каких это маловероятно. Также я писал, что с этим делать и что делают на производствах в т.ч. - вводить дополнительные операции, в т.ч. - дальше работать до фракций, при которых это снижается/становится не настолько критичным, так как уменьшается резание/царапание.
Если ориентироваться на качественные алмазные бруски с подходящими сортами зерна, а также пользоваться ими не абы по какой стали и понимая, на какой связке алмазы для каких операций и сталей брать - то такой проблемы можно избежать на 99%.
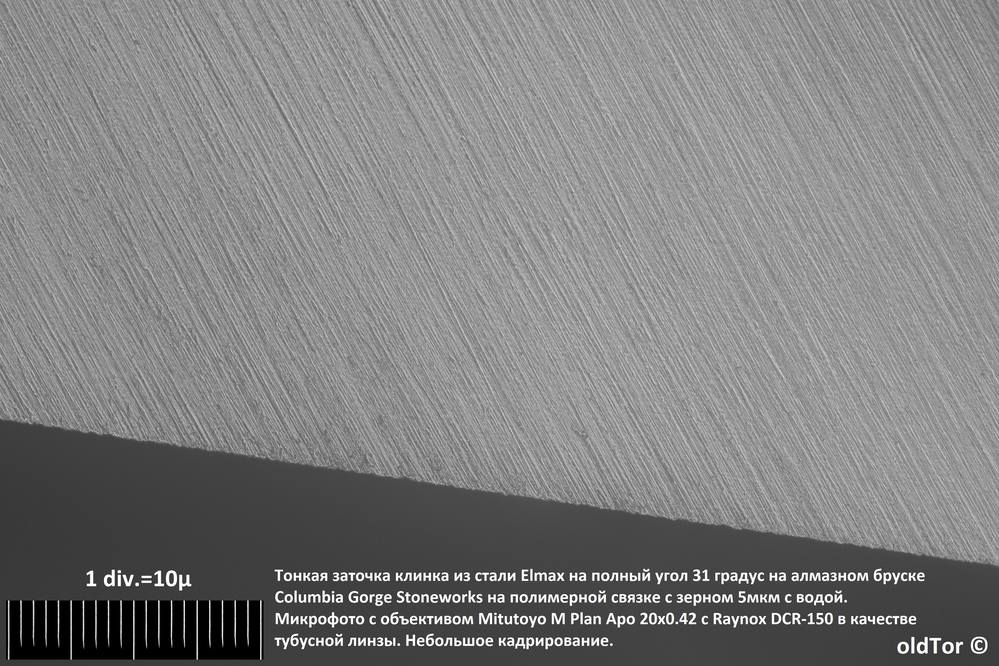
Например, можно и по вполне обычной стали использовать некоторые алмазные бруски, получая результат очень хороший. Но - брусок должен быть хорошим и на подходящей связке под этап. Например - вот 5мкм. коламбия на полимерной связке по стали 440с - тянет на приличный финиш - фото кликабельно:

Он же по Элмаксу - тут масштаб почти в два раза выше и разрешение объектива 0,7мкм. - видно, что к этой стали подходит лучше - уже менее выражено резание, присутствует больше пластическая деформация, при том, что РК остаётся довольно рельефной - агрессия реза весьма высокая:
Т.е. то, о чём я выше писал - пусть риска выраженная, но она в целом более гладкая и более широка, нежели глубока. А главное - регулярная. Вообще, лучше меньшая тонкость обработки, но бОльшая регулярность рельефа, чем большая тонкость, но с множеством паразитных каких-то формаций.
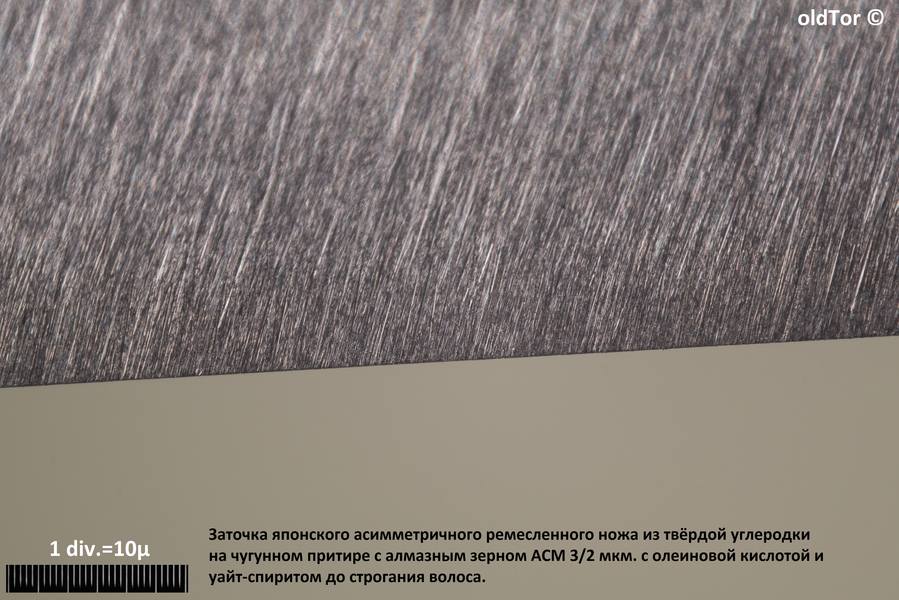
Или вот пример на чугунном притире с алмазным зерном 3/2 по твёрдой, около 62-63HRC углеродке - всё нормально в зоне РК, где сделано повышение угла - ранее, выше к спуску есть неоднородные более грубые риски, но оно и понятно - паста отечественная, а к кромке я уже выхаживанием добивался однородности, а поскольку нож для чистого реза - ещё с помощью ТБ добивался минимального для такого зерна и притира рельефа на кромке - если открыть в оригинальный размер снимок и сопоставить шкалу объект-микрометра с кромкой, то обнаружим, что там есть неоднородности всего порядка 3-4мкм. длиной и практически идентичные, в т.ч. и по глубине - для обработки обычной углеродки, хоть и твёрдой, на чугуне не самом твёрдом и с таким зерном - очень недурной результат:
Ну и если говорить о керамиках - последний пример приведу - нож из 95х18, заточка на керамике Idahone, притёртой на алмазном зерне 50/40мкм. На ней же и финиш после ТБ до строгания волоса - это к слову о достаточной остроте и даже до весьма высокой степени остроты после довольно грубо работающего абразива - фаска отклонена от плоскости кадра так, чтобы лучше видеть именно зону РК:
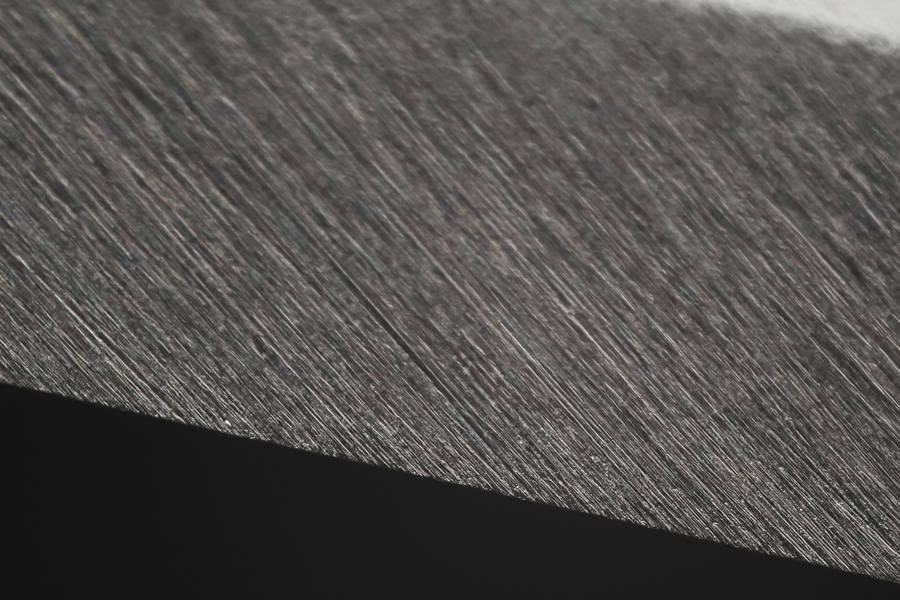
По длинной стороне кадра = 1мм. клинка.
А то, что некоторые обрабатывают любыми алмазами в любом варианте и любые стали - ну, некоторых из них можно уважать, но не за это) Например, многие из них умеют неплохо слесарить клинки, и вот за это я их уважаю. Но затачивать многие из них абсолютно не умеют, и особенно уважаю тех, кто при том не корчит из себя "мастера заточки", а сразу признаёт, что не спец в этом.
Пасты - тоже самое. Во-первых они разные. Во-вторых, как и бруски, и из любого зерна - не только алмазного, их надо применять с головой. Многое можно полезное почерпнуть из спец. литературы по этому поводу.
И сделать поправку на свои режимы обработки.
Я уже говорил, Вы невнимательно читали:
притиры - это безабразивный материал, который сам НЕ ВМЕШИВАЕТСЯ абразивно в работу нанесённого на него зерна. И самое прекрасное в нём то, что мы можем сами варьировать в зависимости от задачи концентрацию зерна, распределение по рабочей поверхности, глубину его внедрения при шаржировании в притир или, для полусвязанного - степень его свободы, а также глубины "утопленности" в рельеф, в зависимости от подготовки притира. Т.е. можем в широком диапазоне по сути создавать абразивный инструмент под задачу. Только вот для этого надо сначала чётко понять 1. что хотим получить и 2. что для этого надо сделать. А тут без чтения спец. литературы и многой личной практики с постоянным контролем таковой - никуда.
Если же мы используем абразивные (на основе обычных абразивов) бруски с какой-либо суспензией на них, масляной ли, водной ли - это совсем другая история и там свои закономерности. И потом - всё это снова и снова - очень сильно зависит от связки брусков, её структуры и пр.
Я не зря давал ссылку в предыдущем ответе на тему, где немало обзоров о работе на притирах. Тут переписывать это более, чем уже сделано - ну уж совсем неприличный оффтоп будет.
1. Увеличение в разах или кратах - к сожалению, ничего вообще не говорит применительно к фотографии. Т.е. я не могу даже понять масштаб.
При макро и микросъёмке оперируют понятием масштаба съёмки - для этого желательно снять либо шкалу линейки (если масштаб маловат) либо слайд-микрометр - на али они дешёвые есть. В тех же условиях съёмки, что и клинок. И либо тоже выложить, либо указать, какова длина реального объекта по какой-либо стороне снимка.
2. Увеличение не = разрешение, а последнее - обычно определяющий фактор.
Обычно вариофокальные (т.е. с регулируемым масштабом - "зумы" по сути) цифровые микроскопчики не обладают достаточной разрешающей, чтобы различить детали порядка обработки, о котором речь - т.е. о частицах основных, на притире, в диапазоне 3-5 мкм. и внятно оценить риски от них или размер обнажившихся карбидов данных сталей.
Обычно они могут разрешить 20-10 мкм. Изредка - больше. Немного спасает то, что изолированные объекты, т.е. отдельные крупные косяки типа вкраплений или торчащих карбидов, мы можем увидеть свыше предела разрешения, так как они условно "изолированы" - т.е. нет проблемы слияния двух слишком близко расположенных точек, но есть отдельные торчащие детали.
В любом случае, полезно выяснить пределы разрешения Вашей оптики, хотя бы снимком того же слайд-микрометра или чего-то подобного с мелкой структурой известного размера.
На RWL мне не нравится два момента - щербатинки правее на кромке и что-то торчащее в фаске в том же районе. По опыту наблюдений, готов предположить, что при более детальном рассмотрении обнаружим там как раз застрявшее алмазное зерно в фаске, скорее всего намного крупнее зерна заявленной в пасте фракции.
У М390 всё в принципе нормально выглядит - разумеется, она лучше сопротивляется внедрению алмазов. Разве что я предпочитаю риску строго в одном направлении к финишному этапу, ради лучшей агрессии реза. И более "гладкую" поверхность даже при наличии грубых рисок - когда закреплённые зёрна абразива работают как резцы, оставляя канавку даже крупной риски - более гладкой. А тут получается немного "изодранная" поверхность. И как раз для керамики с алмазным зерном это характерно.
Если бы Вы загнали алмазное зерно в чугун - была бы совсем другая картина, более выраженное и "чистенькое" резание. На стеклянном - если правильно бы подготовили - смогли бы выйти на принципиально иную чистоту обработки, чем у вас на фото.
Для сталей ржавучих - это вообще не годится, так как "привет, питтинговая коррозия", но для высоколегированных в принципе нормально. В целом - вне зависимости от грубости рисок, лучше тем более сделать любой рельеф на фасках и рк - более гладким. Что при выраженных рисках, что при слабовыраженных штришках.
В принципе всё недурно у вас, насколько можно оценить по фото, но лично мне этого мало - я к тому всё это выше писал, что проблемы могут быть, а я предпочитаю варианты, которые сильно снижают их вероятность. Т.е. при оптическом контроле я у себя допускаю какие-то огрехи, в разном диапазоне, в зависимости от общей шероховатости клинка, чтобы они не превышали определённых значений, но при малом разрешении, всё должно выглядеть идеально.
Изначально написано Sergei SKIFO:
2. конечно, необходимо учесть уровень "достаточности" для заточки. Для среднего пользователя, КМК, такая заточка как на фотах даст необходимую остроту.
3. Чем в принципе так вредно и опасно шаржирование РК алмазами? Особенно если учесть, что это может произойти и при заточке алмазными брусками.
Если говорить о достаточности, то я вообще не понимаю смысла работы столь тонким образом - можно сделать и намного более грубыми абразивами.
Необходимая острота понятие растяжимое, но острота, способная резать салфетку, папиросную бумагу, строгать волос - легко достигается и на более грубых абразивах. Лично я предпочитаю для многих сталей на обычных ножах (без узкой специализации), керамику в грубоватой притирке, на алмазном зерне 60/40 или 50/40. В зависимости от стали, получаемая шероховатость +- сходна с результатам работы абразивных брусков с зерном М14 - м7, а достигаемая степень остроты, как правило - выше и за меньшее время.
Принципиально скверно шаржирование клинка алмазами тем (причём не кромки - обычно она слишком тонка для этого, а фаски), что это провоцирует при более-менее заметной нагрузке на этот участок клинка микротрещины и сколы, к тому же - понравится ли зубам, если в пище окажется алмазное зерно размером под 10-40 мкм.? Не говоря уже о том, что если клинок для тонких чистых срезов - то вкрапления зёрен будут просто царапать заготовку. не говоря уже о том, что если править и подтачивать на тонком камне потом - то камень тоже будут царапать, вылетать из клинка и попадать под кромку, оставляя на ней щербатинки и забои.
Изначально написано Sergei SKIFO:
4. Правильно ли я понимаю, что заменив алмазную пасту на LUXOR, DIALUX мы получим более "правильный" притир?
5. Если шаржирование алмазами так неприемлемо, то как быть с полированием всего клинка наждачкой с алмазной пастой? А кто то даже советует полировать спуски алмазным бруском 800 грит а нанесенным на него алмазной пастой
Нет. Я наверное не совсем верно сформулировал, но имел в виду другое. Во-первых - про диалюкс я вообще не писал - мне она категорически не нравится по многим причинам, но тут это совсем офф.
Смена пасты не делает сам притир лучше или хуже, правильнее или нет.
Правильный притир - это притир не вмешивающийся абразивно в работу зерна на нём. А выбор зерна и его применение в виде зерна шаржированного, полусвязанного или свободного, а также выбор типа абразивного зерна (алмаз, эльбор, КК, ОА и пр.) - зависит от конкретной заточной или доводочной задачи. Как и материал притира и его твёрдость.
А никак не быть - я вообще не понимаю применения на наждачке алмазных паст - это ускоренный износ абразива самой наждачки. Нанесение паст на наждачку применялось и применяется, или порошков с ПАВ, но там есть куча нюансов и определённые соотношения абразивов и фракций, а также связок шкурок, которые надо учитывать.
То, что доморощенные "спецы" так делают с любыми шкурками и мажут их чем попало, или так делали на каком-нибудь производстве с намазыванием любых наждачных лент любыми пастами - совсем не значит, что это хорошо и правильно. Просто они так привыкли. А люди повсеместно почему-то считают, что если ошибку или паллиатив повторять долго, то он от этого перерастает в "качественный долговременный опыт")). Вон как-то один "спец с опытом" делился тем, на ганзе, не помню уже где, что у него на производстве абразив на притиры горстью швыряли и никогда ничего не выравнивали - а потом мы удивляемся, что просрана вся промышленность. Вот благодаря таким спецам и их начальникам.
Алмазный брусок с алмазной пастой - это опять-таки паллиатив. А выдумали мазать алмазными пастами бруски - маркетологи венёва, которым надо было срочно спасать никуда не годные партии брусков, с никакой абразивной способностью или диким количеством абразива постороннего не той зернистости (напоминаю, о том, что в венёве на обычных связках B2-01 присутствует карбид бора, причём фракции заметно крупнее алмазной - например, в брусках 1/0 было допустимо наличие фракции карбида бора 5/3 - это информация от самих представителей завода, на минуточку).
Здесь полно людей застали этот эпизод, очень забавно теперь видеть, до каких размеров это разрослось - когда человек вообще не занимавшийся никогда заточкой, посоветовал херню, которую подхватило столько "уважаемых мастеров") Кто, правда, и за что их уважает - хороший вопрос.
Если хочется изучить технологию, как что делается - лучше обращаться к спец. литературе, а не к "лайфхакам" уровня "как без специализированного инструмента сделать "как у взрослых". Иногда можно извлечь пользу и рациональное зерно из таких рекомендаций, но в основном это херня и критическое мышление надо включать "на полную", чтобы отфильтровать заведомую лажу. Другое дело, когда надо "из говна конфетку сделать" тем, что есть под руками, но возводить это в серьёзный подход и инструмент - явно не стоит.
Изначально написано Sergei SKIFO:
Так и из алмазных брусков, которыми кстати пользуются уважаемые мастера, алмазы могут шаржироваться в фаски РК. И что делать? Запретить алмазные бруски и пасты как класс?
Я выше писал вкратце, в каких случаях применения это бывает, а в каких это маловероятно. Также я писал, что с этим делать и что делают на производствах в т.ч. - вводить дополнительные операции, в т.ч. - дальше работать до фракций, при которых это снижается/становится не настолько критичным, так как уменьшается резание/царапание.
Если ориентироваться на качественные алмазные бруски с подходящими сортами зерна, а также пользоваться ими не абы по какой стали и понимая, на какой связке алмазы для каких операций и сталей брать - то такой проблемы можно избежать на 99%.
Например, можно и по вполне обычной стали использовать некоторые алмазные бруски, получая результат очень хороший. Но - брусок должен быть хорошим и на подходящей связке под этап. Например - вот 5мкм. коламбия на полимерной связке по стали 440с - тянет на приличный финиш - фото кликабельно:
Он же по Элмаксу - тут масштаб почти в два раза выше и разрешение объектива 0,7мкм. - видно, что к этой стали подходит лучше - уже менее выражено резание, присутствует больше пластическая деформация, при том, что РК остаётся довольно рельефной - агрессия реза весьма высокая:
Т.е. то, о чём я выше писал - пусть риска выраженная, но она в целом более гладкая и более широка, нежели глубока. А главное - регулярная. Вообще, лучше меньшая тонкость обработки, но бОльшая регулярность рельефа, чем большая тонкость, но с множеством паразитных каких-то формаций.
Или вот пример на чугунном притире с алмазным зерном 3/2 по твёрдой, около 62-63HRC углеродке - всё нормально в зоне РК, где сделано повышение угла - ранее, выше к спуску есть неоднородные более грубые риски, но оно и понятно - паста отечественная, а к кромке я уже выхаживанием добивался однородности, а поскольку нож для чистого реза - ещё с помощью ТБ добивался минимального для такого зерна и притира рельефа на кромке - если открыть в оригинальный размер снимок и сопоставить шкалу объект-микрометра с кромкой, то обнаружим, что там есть неоднородности всего порядка 3-4мкм. длиной и практически идентичные, в т.ч. и по глубине - для обработки обычной углеродки, хоть и твёрдой, на чугуне не самом твёрдом и с таким зерном - очень недурной результат:
Ну и если говорить о керамиках - последний пример приведу - нож из 95х18, заточка на керамике Idahone, притёртой на алмазном зерне 50/40мкм. На ней же и финиш после ТБ до строгания волоса - это к слову о достаточной остроте и даже до весьма высокой степени остроты после довольно грубо работающего абразива - фаска отклонена от плоскости кадра так, чтобы лучше видеть именно зону РК:
По длинной стороне кадра = 1мм. клинка.
А то, что некоторые обрабатывают любыми алмазами в любом варианте и любые стали - ну, некоторых из них можно уважать, но не за это) Например, многие из них умеют неплохо слесарить клинки, и вот за это я их уважаю. Но затачивать многие из них абсолютно не умеют, и особенно уважаю тех, кто при том не корчит из себя "мастера заточки", а сразу признаёт, что не спец в этом.
Пасты - тоже самое. Во-первых они разные. Во-вторых, как и бруски, и из любого зерна - не только алмазного, их надо применять с головой. Многое можно полезное почерпнуть из спец. литературы по этому поводу.
И сделать поправку на свои режимы обработки.
Изначально написано Sergei SKIFO:
А можете пояснить, чем работа алмазной пасты на алмазном бруске отличается от работы на притирах.
Я уже говорил, Вы невнимательно читали:
притиры - это безабразивный материал, который сам НЕ ВМЕШИВАЕТСЯ абразивно в работу нанесённого на него зерна. И самое прекрасное в нём то, что мы можем сами варьировать в зависимости от задачи концентрацию зерна, распределение по рабочей поверхности, глубину его внедрения при шаржировании в притир или, для полусвязанного - степень его свободы, а также глубины "утопленности" в рельеф, в зависимости от подготовки притира. Т.е. можем в широком диапазоне по сути создавать абразивный инструмент под задачу. Только вот для этого надо сначала чётко понять 1. что хотим получить и 2. что для этого надо сделать. А тут без чтения спец. литературы и многой личной практики с постоянным контролем таковой - никуда.
Если же мы используем абразивные (на основе обычных абразивов) бруски с какой-либо суспензией на них, масляной ли, водной ли - это совсем другая история и там свои закономерности. И потом - всё это снова и снова - очень сильно зависит от связки брусков, её структуры и пр.
Я не зря давал ссылку в предыдущем ответе на тему, где немало обзоров о работе на притирах. Тут переписывать это более, чем уже сделано - ну уж совсем неприличный оффтоп будет.
-
Sergei SKIFO
- Подпрапорщик
- Сообщения: 1040
- Зарегистрирован: 31 дек 2020, 12:03
Ярослав, спасибо Вам огромное за столь подробный ответ и кросс-курс по работе с притирами! И за все ваши полезные практические советы. Все потихоньку встает на свои местаПостараюсь по пунктам.
Очень хороший пост. Компактно, но подробно.
Только потеряется здесь, боюсь.
Ярослав! Скопировали бы Вы его куда-нибудь в более профильную тему. Как FAQ.
Только потеряется здесь, боюсь.
Ярослав! Скопировали бы Вы его куда-нибудь в более профильную тему. Как FAQ.
Изначально написано Sergei SKIFO:
..
На здоровье! Желаю всяческих успехов!
Изначально написано almedic:
Очень хороший пост. Компактно, но подробно.
Только потеряется здесь, боюсь.
Ярослав! Скопировали бы Вы его куда-нибудь в более профильную тему. Как FAQ.
Большое спасибо!
Честно говоря не очень представляю в какую - вроде и по притирам, и по алмазам и по керамикам... Что-то не соображу..
Может в тему для новичков? Там как раз обо всем сразу.oldTor писал(а): вроде и по притирам, и по алмазам и по керамикам... Что-то не соображу
Или, так как здесь больше об алмазах (а притиры -- как пример использования), туда поместить.
тему для новичков никто не читает, все новички заново задают в ней одни и те же вопросы, хотя часто ответы есть на буквально несколько постов назад.
Поиском тоже никто не пользуется - зачем, если проще задать вопрос снова.
Это печально, но это так.
Так что я, наверное, воздержусь куда-то переносить. Сколько уже так делалось, а никакого проку что-то не заметно((
Поиском тоже никто не пользуется - зачем, если проще задать вопрос снова.
Это печально, но это так.
Так что я, наверное, воздержусь куда-то переносить. Сколько уже так делалось, а никакого проку что-то не заметно((
Сегодня исправлял вот такого японца с ножнами-погремушками, железка R2 (cо слов хозяина). РК имела множественные микро сколы, в том числе и пару П-образных. Нож работал по хамону, шкура там очень твердая, кто резал знает, поэтому для твердой и столь тонко сведенной стали ничего удивительного.
Затачивал водниками КК, а вот финиш делал этой самой керамикой с алеинкой. Результат реально порадовал, я уже говорил, что рубиновая керамика из Китая, далеко не универсальна.
На данной железке, она показала себя во всей красе..

Затачивал водниками КК, а вот финиш делал этой самой керамикой с алеинкой. Результат реально порадовал, я уже говорил, что рубиновая керамика из Китая, далеко не универсальна.
На данной железке, она показала себя во всей красе..

Вот такой мусат получился. Брал 80,03 руб. 5%OFF | 3000 Grits миниатюрный камень с красным рубиновым маслом, шлифовальный нож, точильный абразивный точильный камень 2-10 мм, практичные домашние кухонные инструменты для всех ножей
https://a.aliexpress.com/_DlcimCf
В эту ручку встаёт стержень 5мм 179,19 руб. 21%OFF | Профессиональная точилка для ножей, алмазная точилка, карманная Алмазная точилка для ножей, точилка для стамески, точильный камень для рыбалки
https://a.aliexpress.com/_DldR4AL



https://a.aliexpress.com/_DlcimCf
В эту ручку встаёт стержень 5мм 179,19 руб. 21%OFF | Профессиональная точилка для ножей, алмазная точилка, карманная Алмазная точилка для ножей, точилка для стамески, точильный камень для рыбалки
https://a.aliexpress.com/_DldR4AL




Корпус от ДКП-50А ? Хорошая идея с мусатом.Вишер писал(а): Вот такой мусат получился.
В моем детстве ножи в таком варианте исполняли
Есть и нож в таком варианте. Мусат нужнее.
Камрады. возник вопрос. Притирка керамики на свободном алмазном зерне (порошок), это не то же самое, что притирка на алмазной пасте 40/60 ??
Вопрос возник после того, как вчера попробовал рубиновую керамику в качестве притира с алмазной пастой 40/60. Керамика в качестве притира инструмент так себе, даже ближе к слову ни как. Но после этого керамика перестала работать на твердых сталях от слова совсем. Я восстановил работоспособность поверхности быстро, на порошке КК, но вопрос про алмазную пасту остался..
Вопрос возник после того, как вчера попробовал рубиновую керамику в качестве притира с алмазной пастой 40/60. Керамика в качестве притира инструмент так себе, даже ближе к слову ни как. Но после этого керамика перестала работать на твердых сталях от слова совсем. Я восстановил работоспособность поверхности быстро, на порошке КК, но вопрос про алмазную пасту остался..
Не то же самое.
Я согласен, что керамика в качестве притира - так себе (по крайней мере не специализированный керамический притир, типа того, что когда-то показывал ivan-3 - и, кстати, вроде бы он был из керамики на основе диоксида циркония) и мне было странно всегда слышать иное по поводу обычных "заточных" керамик на основе ОА. Особенно, если на такой "притир" наносится тупо паста, и непонятно - работает у нас свободное зерно или полусвязанное - смесь того и другого при довольно густой связке и даже с масляными суспензиями пожиже, чем пасты, но не сопоставимыми по текучести с суспензиями на основе уайт-спирита или воды - хреновая тема.
Насчёт не то же самое:
1. я вообще не представляю себе притирки керамики на алмазной пасте _без_ её разбавления до нормальной суспензии. Если елозить тупо на пасте - это пипец и убийство абразивной способности керамики
2. Сравнивать износ керамики на которой работали с пастой просто намазанной на неё, с притиркой этой керамики на алмазной пасте разбавленной - некорректно.
3. На _как следует разбавленной_ алмазной пасте до состояния текучей суспензии - притирка керамики вполне нормальная и пригодная для весьма эффективной работы. Но слегка проигрывает в производительности и в получаемой керамикой агрессивности рельефа, по сравнению с притиркой последней на водной суспензии алмазного порошка. Особенно, если порошок сорта АСМ, а паста, скажем, АС4 - тогда разница ещё больше.
Наилучшей керамикой по получению ею самого агрессивного и при том наиболее долго сохраняющего "крейсерскую" абразивную способность я посчитал Idahone. Далее - спайдерко ультра файн. Гриндермановская белая керамика, а также лански в этом плане оказались похуже, хотя тоже вполне рабочие.
Но это всё заметно только при довольно плотном длительном поюзе, а поначалу, когда все эти керамики нормально притёрты на алмазном зерне что в виде сильно разбавленной пасты, что с водной суспензией алмазного порошка - то в работе разница мало заметна или вовсе незаметна.
Вообще, я, по-моему, это всё не раз уже писал.
Я согласен, что керамика в качестве притира - так себе (по крайней мере не специализированный керамический притир, типа того, что когда-то показывал ivan-3 - и, кстати, вроде бы он был из керамики на основе диоксида циркония) и мне было странно всегда слышать иное по поводу обычных "заточных" керамик на основе ОА. Особенно, если на такой "притир" наносится тупо паста, и непонятно - работает у нас свободное зерно или полусвязанное - смесь того и другого при довольно густой связке и даже с масляными суспензиями пожиже, чем пасты, но не сопоставимыми по текучести с суспензиями на основе уайт-спирита или воды - хреновая тема.
Насчёт не то же самое:
1. я вообще не представляю себе притирки керамики на алмазной пасте _без_ её разбавления до нормальной суспензии. Если елозить тупо на пасте - это пипец и убийство абразивной способности керамики
2. Сравнивать износ керамики на которой работали с пастой просто намазанной на неё, с притиркой этой керамики на алмазной пасте разбавленной - некорректно.
3. На _как следует разбавленной_ алмазной пасте до состояния текучей суспензии - притирка керамики вполне нормальная и пригодная для весьма эффективной работы. Но слегка проигрывает в производительности и в получаемой керамикой агрессивности рельефа, по сравнению с притиркой последней на водной суспензии алмазного порошка. Особенно, если порошок сорта АСМ, а паста, скажем, АС4 - тогда разница ещё больше.
Наилучшей керамикой по получению ею самого агрессивного и при том наиболее долго сохраняющего "крейсерскую" абразивную способность я посчитал Idahone. Далее - спайдерко ультра файн. Гриндермановская белая керамика, а также лански в этом плане оказались похуже, хотя тоже вполне рабочие.
Но это всё заметно только при довольно плотном длительном поюзе, а поначалу, когда все эти керамики нормально притёрты на алмазном зерне что в виде сильно разбавленной пасты, что с водной суспензией алмазного порошка - то в работе разница мало заметна или вовсе незаметна.
Вообще, я, по-моему, это всё не раз уже писал.
ну вот, не всегда откладывается в мозг даже когда то прочитанное, пока сам не попробуешь..Вообще, я, по-моему, это всё не раз уже писал.
У меня из этой рубиновой керамики чего только нет) Начиная от сопел и микросхем и кончая мелкими сосудами чуть больше наперстка. Впервые познакомился с ней в 1988 году в Тульской области, с оборонки выкинули в карьер брак. Материал по словам того кто с этим связан называется 22хс.
От современной китайской рубиновой керамики по ощущениям не отличается ничем. В Москве есть круг диаметром 120мм с той свалки и куча подложек под микросхемы но подложки веденые по плоскости

От современной китайской рубиновой керамики по ощущениям не отличается ничем. В Москве есть круг диаметром 120мм с той свалки и куча подложек под микросхемы но подложки веденые по плоскости

Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 7 гостей