
Разрешите представить Вам прототипы наших изделий из чугуна. Данные изделия были разработаны совместно с ганзейскими и вологодскими мастерами, по их просьбам и пожеланиям. Такими или подобными инструментами уже пользуются, и набирается опыт и технологии. В основе конструктива мы не гонимся за эстетикой (хотя будем работать над этим еще), а большее внимание уделяем удобству и функциональной пригодности.
Скажу сразу, данные изделия являются сопутствующим продуктом. Они позволяют загрузить имеющиеся возможности и заработать немного на "хлеб и масло".
Надеюсь, вы найдете для себя что-нибудь подходящее.
Отдельное спасибо за идеи, советы, помощь: Андрею ака AndreyAleksanych, Марату ака aptekar113, Алексею ака planetaplan, Дмитрию ака Нум, Валере ака Вологжанин, Паше ака Borz87.
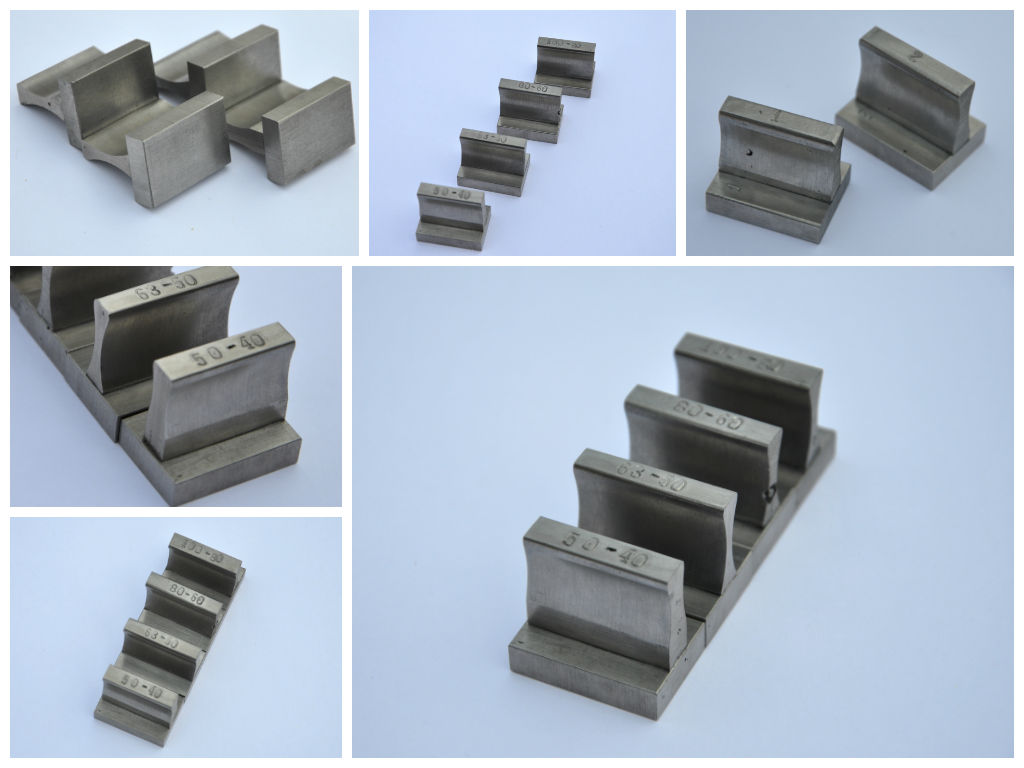
1. Ручные притиры.
Используются для работы с алмазными пастами зернистостью 125/100, 100/80, 80/63, 60/50, 50/40, 40/28, 28/20. Эффективны при работе с закаленными сталями, для черновой и чистовой шлифовки.
Для работы с ними Вам потребуется: пасты алмазные, WD-40 универсальная проникающая смазка, ветошь.
Клинок (или другое изделие) укладывается на ровную поверхность и зажимается струбциной за хвостовик, таким образом, чтобы шлифуемая поверхность располагалась удобно напротив вас. На рабочую поверхность притира наносим алмазную пасту в количестве со спичечную головку (в процессе использования это количество подберете опытным путем). Растираем притиром пасту по поверхности изделия. В начале зерна пасты будут проскальзывать, и кататься, пока не займут свое место в материале притира. Продолжаем шлифовать. Съем материала заготовки станет более агрессивным после того как притир зашаржируется. Далее добавим немного WD-40 для растворения основы пасты и создания необходимой вязкости суспензии. Поддерживайте необходимую вязкость суспензии во время работы. Шлифуйте до полного выравнивания поверхности и появления равномерной риски.
Движения во время работы должны быть равномерными по всей поверхности изделия без сильного давления. Работа с порошками алмаза отличается своей агрессивностью и производительностью в сравнении с другими абразивами. После получения ровной базовой поверхности смените притир и используйте пасту меньшим зерном.
ОДИН ПРИТИР - ОДИН РАЗМЕР ЗЕРНА! Старайтесь соблюдать абразивную "гигиену".
Для изготовления таких притиров используется серый чугун. Это самый "мягкий" из тех, что мы смогли найти. Содержит много свободного графита.
Размеры рабочей площадки 25х35х8 мм (+/-). Цифровую маркировку можем сделать по вашим требованиям. Возможна комплектация рукоятью из дуба.
Перед применением рекомендуем дополнительно выровнять рабочую поверхность притира на стекле с КК или наждачке. Ни в коем случае не на гриндере!
1000 руб. за комплект из 4-х штук.
2. Бланки под точилки типа апекс.
Стандартные размеры: пластинки из чугуна 150*23(17)*5 мм (+/-), алюминиевого основания 165*23(17)*4 мм (+/-). Вес собранного бланка ок. 150 гр.
Чугун тверже чем на ручных притирах. Перед началом работы желательно притереть бланк на стекле с КК или наждачке.
Инструкции по пользованию пока нет. Надеюсь мастеровые, кто обзавелся таким чудом, скажут как этим пользоваться
Фото не очень удалось, в жизни смотрятся значительно приятнее.

3. Настольный притир.
Отличается в работе от ручных притиров тем, что тут работает шлифуемое изделие по плоскости притира. Возможно использовать пасты с более мелким зерном. Перед началом работы потребуется довести плоскость притира на стекле с КК или наждачке.
Для изготовления таких притиров используется серый чугун. Чугун значительно тверже, чем на ручных притирах.
Стандартные размеры 170*50*14 мм (+/-). При необходимости может быть нанесена маркировка.
Возможен вариант изготовления не стандартного размера притира.
1000 руб/шт.

Почта РФ, ТК, карта СБ в любых сочетаниях.
Будет полезно почитать и посмотреть:
3 чугунных притира. Продам.
Чугунные притиры.










