http://rubankov.ru/id/nabor-tormek-bgm-100-11204.htmlEmiliokazanova писал(а): где у нас можно купить подобное
Механизированная заточка
Модератор: тень
-
afg1

- Младший унтер-офицер

- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Originally posted by Emiliokazanova:"направляющие угла, где у нас можно купить подобное и как рассчитать правильно их расположение относительно станка/круга?"
Забудьте наших жадных продаванов. Купите здесь: https://www.lamnia.com/ru/%D0%...1%D0%BA?mid=411 Завозы каждый месяц. Доставка быстрая. До дверей.
Как рассчитать: Перевод:
http://translate.google.com/tr...Ftopic%3D2963.0
Оригинал:
https://www.tormek.com/forum/index.php?topic=2963.0
На сайте
Перевод:
http://translate.google.com/tr...p_PWsupport.htm
Оригинал:
http://knifegrinders.com.au/11Shop_PWsupport.htm
Забудьте наших жадных продаванов. Купите здесь: https://www.lamnia.com/ru/%D0%...1%D0%BA?mid=411 Завозы каждый месяц. Доставка быстрая. До дверей.
Как рассчитать: Перевод:
http://translate.google.com/tr...Ftopic%3D2963.0
Оригинал:
https://www.tormek.com/forum/index.php?topic=2963.0
На сайте
Перевод:
http://translate.google.com/tr...p_PWsupport.htm
Оригинал:
http://knifegrinders.com.au/11Shop_PWsupport.htm
С уважением afg1
-
Emiliokazanova
- Зауряд-прапорщик

- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
Спасибо откликнувшимся!
Обратил внимание на то, что за бугром станки значительно дешевле иногда даже на 50% возможно это связано с растаможкой а вот расходники начиная от камней и прочих держателей дешевле.
По этому взял курс на покупку тормека 8, цена на ламнии очень вкусная. по этому буду натачивать на тормек)
Обратил внимание на то, что за бугром станки значительно дешевле иногда даже на 50% возможно это связано с растаможкой а вот расходники начиная от камней и прочих держателей дешевле.
По этому взял курс на покупку тормека 8, цена на ламнии очень вкусная. по этому буду натачивать на тормек)
-
L_YV

- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
У Тормека, при проточке "брюшка" ножей с явным закруглением к кончику, угол относительно прямолинейной части подвода меняется сильнее и менее предсказуемо, чем при заточке с аналогичными приспособлениями для удержания угла, но на плоской ленте гриндера. Что бы при доводке на бумажном или кожаном колесе попасть в тот же подвод, нужно изначально затачивать тоже на Тормеке, либо делать приличное повышение угла после гриндера.
По мне, так гриндер с приспособлением для удержания угла намного более универсальный и заточить на нем быстрее и проще, особенно если нужно снять много "мяса" на подводах.
По доводке на гриндере. Вчера попробовал сделать доводочную ленту. Взял уже хорошо поработавшую и уставшую 400-ю КК ленту, поставил на гриндер и запустил на средних оборотах, затем алмазным хонинговальным бруском на медно-оловянной связке 40/28 с легким прижимом загладил эту ленту до гладкого состояния. Замем смочил тряпочку ВД-40, протер ей и после этого нанес пасту Menzerna FF. Излишки пасты и ее неровности убрал просто прислонив к движущейся ленте полоску из мехпилы. В итоге получилась ровная идеально гладкая поверхность с пастой.
Попробовал на убитом кухоннике Трамонтина серии Polywood. Вначале сформировал подвод на поработавшей 120 ленте, затем убрал риски от нее на 400-й, немного повысил угол, прошел еще раз с минимальным давлением постоянно чередуя стороны опять на 400-й, и на этом же угле закончил уже лентой с пастой. Результат очень порадовал, без всякой дополнительной ручной доводки режет на весу бумажное полотенце, в микроскоп кромка как после арканзаса в притирке 800 КК. Подвод не заполирован как после мягкого круга с пастой, а имеет очень мелкую и неглубокую агрессивную рисочку. На все про все минут 5-7, точно не засекал.
По мне, так гриндер с приспособлением для удержания угла намного более универсальный и заточить на нем быстрее и проще, особенно если нужно снять много "мяса" на подводах.
По доводке на гриндере. Вчера попробовал сделать доводочную ленту. Взял уже хорошо поработавшую и уставшую 400-ю КК ленту, поставил на гриндер и запустил на средних оборотах, затем алмазным хонинговальным бруском на медно-оловянной связке 40/28 с легким прижимом загладил эту ленту до гладкого состояния. Замем смочил тряпочку ВД-40, протер ей и после этого нанес пасту Menzerna FF. Излишки пасты и ее неровности убрал просто прислонив к движущейся ленте полоску из мехпилы. В итоге получилась ровная идеально гладкая поверхность с пастой.
Попробовал на убитом кухоннике Трамонтина серии Polywood. Вначале сформировал подвод на поработавшей 120 ленте, затем убрал риски от нее на 400-й, немного повысил угол, прошел еще раз с минимальным давлением постоянно чередуя стороны опять на 400-й, и на этом же угле закончил уже лентой с пастой. Результат очень порадовал, без всякой дополнительной ручной доводки режет на весу бумажное полотенце, в микроскоп кромка как после арканзаса в притирке 800 КК. Подвод не заполирован как после мягкого круга с пастой, а имеет очень мелкую и неглубокую агрессивную рисочку. На все про все минут 5-7, точно не засекал.
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Для тех, кто пользуется тормекоподобными станками. На youtube появилось новое видео от Вадима:
. Если есть интерес к программному обеспечению, то он может адаптировать расчёты под любой подобный станок. http://knifegrinders.com.au/11Shop.htm
Ссылки по теме:
https://www.tormek.com/forum/index.php?topic=3569.0
https://www.tormek.com/forum/index.php?topic=2963.0
Программа расчета угла также легло адаптируется, если использовать Tormek BGM-100 Bench Grinding Mounting Set: https://www.lamnia.com/ru/p/34...ng-mounting-set
. Если есть интерес к программному обеспечению, то он может адаптировать расчёты под любой подобный станок. http://knifegrinders.com.au/11Shop.htm
Ссылки по теме:
https://www.tormek.com/forum/index.php?topic=3569.0
https://www.tormek.com/forum/index.php?topic=2963.0
Программа расчета угла также легло адаптируется, если использовать Tormek BGM-100 Bench Grinding Mounting Set: https://www.lamnia.com/ru/p/34...ng-mounting-set
С уважением afg1
-
ivan 23 45
- Старший унтер-офицер

- Сообщения: 515
- Зарегистрирован: 10 июн 2017, 11:42
Зачем нужен этот прибор http://knifegrinders.com.au/11Shop.htm он что показывает остроту РК ???
-
ivan 23 45
- Старший унтер-офицер
- Сообщения: 515
- Зарегистрирован: 10 июн 2017, 11:42
и остроту РК если РК тупая то и шнурок легко не перережется
-
Emiliokazanova
- Зауряд-прапорщик
- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
странно в предыдущих видео было видно что у него есть камень на тормеке 4к но в этом видео он его не использовал, еще странно на 18:20 видно что на рк он не вышел на 5мкм пасте, почему? почему не показал рк после 0.25, видео интересное но видно что как-то странно нарезано, будто там не хватает моментов как он протачивает недоточенные участки
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Думаю, что при заточке данного ножа исплоьзовались круги CBN (КРУГИ ШЛИФОВАЛЬНЫЕ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА)#400 и #1000 грит. Два бумажных круга, шаржированные пастами 5 микрон и 0,25 микрон. 5 микрон примерно соответствует #4000 круга SJ-250 (SJ-200). Значит необходимость использования данного круга отпадает.Emiliokazanova писал(а): в предыдущих видео было видно что у него есть камень на тормеке 4к но в этом видео он его не использовал

С уважением afg1
-
Emiliokazanova
- Зауряд-прапорщик
- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
Изначально написано afg1:
Думаю, что при заточке данного ножа исплоьзовались круги CBN (КРУГИ ШЛИФОВАЛЬНЫЕ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА)#400 и #1000 грит. Два бумажных круга, шаржированные пастами 5 микрон и 0,25 микрон. 5 микрон примерно соответствует #4000 круга SJ-250 (SJ-200). Значит необходимость использования данного круга отпадает.
ну вообще да, но все же есть разница между 3к оборотов и 3к грит алмазной пасты, и медленно вращающемся водному четырех тысячнику, если бы я выбирал, то думаю определенно через водный камень проложил бы путь. Но результат на лицо собственно, да и рк была в очень некомпетентном виде на фото с микроскопа, то есть грубо говоря следя за процессом из видеоролика он заполировал финиш рк в 1к грит на 0.25 алмазе)) поправьте если я не прав
и еще я не понял то, изначально ли он планировал на 5мкм пасте не выходить на рк или это какойто сбой при расчетах, ибо считает он все перед заточкой, по этому меня смутил немного процесс и склейка кадров. Хочется просто разжевать его технологию)
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Скорее так: он заполировал финиш рк в 3-4к грит на 0.25 алмазе.Emiliokazanova писал(а): он заполировал финиш рк в 1к грит на 0.25 алмазе
Отказавшись от SJ-250, использовав бумажный круг с пастой 5 микрон, Вадим выиграл в скорости. Потратив меньше времени. На счёт стойкости РК, у меня куча вопросов.
С уважением afg1
-
Emiliokazanova
- Зауряд-прапорщик
- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
Изначально написано afg1:
Скорее так: он заполировал финиш рк в 3-4к грит на 0.25 алмазе.
Отказавшись от SJ-250, использовав бумажный круг с пастой 5 микрон, Вадим выиграл в скорости. Потратив меньше времени. На счёт стойкости РК, у меня куча вопросов.
Прошу обратить Ваше внимание что на видео он перешел после камня в 1к грит на пасту 5мкм (лучше писать мкм чтобы избежать недопонимания, я считаю по JIS и знаю что это 3к грит по собственному опыту)
и сразу показал нож под микроскопом

Обратите внимание на выход к РК, там четко видно что шероховатость отличается от заполированого подвода следовательно там зуб от камня в 1к, похож на микроподвод но это не микроподвод, он просто не вышел на рк, а следующий этап на видео он сразу начал точить на 0.25 мкм, напрашивается вывод, что он заполировал рк 1000грит на 0.25 мкм, или он не показал как доработал выход на рк на 5мкм, тогда напрашивается вопрос, для чего он показал эту фотографию.
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Теперь понял в чём вопрос. Есть такое. Возможно не всё хочет показывать.Emiliokazanova писал(а): там четко видно что зуб от камня в 1к, похож на микроподвод но это не микроподвод, он просто не вышел на рк
С уважением afg1
-
Emiliokazanova
- Зауряд-прапорщик
- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
Не сразу перевел текст к картинки :
"the mocroscope image shows we ve got a fringe of unpolished apex at the end of polished edge. We nowill polish the apex on the left wheel"
перевод:
изображение микроскопа показывает, что у нас есть край неполированной вершины в конце полированного края. Теперь мы отполируем вершину на левом колесе.
Собственно как я и сказал, он заполировал рк 1к , либо бахнул под большим углом чтобы смахнуть эту пилу, но почему на 0.25 мкм
"the mocroscope image shows we ve got a fringe of unpolished apex at the end of polished edge. We nowill polish the apex on the left wheel"
перевод:
изображение микроскопа показывает, что у нас есть край неполированной вершины в конце полированного края. Теперь мы отполируем вершину на левом колесе.
Собственно как я и сказал, он заполировал рк 1к , либо бахнул под большим углом чтобы смахнуть эту пилу, но почему на 0.25 мкм
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Сам всегда так думаю, когда вижу, что работают от зерна. Вадим в коментариях к видео подтвердил что это шоу.L_YV писал(а): А может это заусенец? На бумажных кругах ведь обработка идет от зерна.
Because this particular protocol is for getting an edge sharper than a razor. This high-end Del Raso knife is to show sharp tricks, not for daily use. When we want to get an edge less sharp than a razor, around 80-100 BESS, we stop at 5 micron diamonds or can use a #4000 Japanese wheel, SJ or Matsunaga - depends on the blade steel.
Right, the edge we've got is for sharpness show. It is like a fine cutthroat razor - would dull after 1-2 shaves. If the user tries cutting a cardboard with it, the edge will roll. For practical daily use we sharpen differently.
С уважением afg1
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
Где то читал на https://www.tormek.com его пост. Он говорил о том, что методом проб и ошибок, делая кучу замеров, они пришли к выводу, что 0.25 мкм дает лучшую остроту. Сам объяснить не может, но это факт. Ссылается на результаты. Скептиков просит самим провести тесты, купив приборы.Emiliokazanova писал(а): но почему на 0.25 мкм
С уважением afg1
-
Emiliokazanova
- Зауряд-прапорщик
- Сообщения: 1368
- Зарегистрирован: 31 авг 2015, 21:59
Вообще я подумал о нескольких вариантах
1) Сталь настолько твердая что он избежал заточки на водном камне ибо тот не будет её попросту брать, были у меня такие случаи
2)Замыливание стали, думаю все с этим встречались при высоком финише, и финиш в 1к при таких сталях это оптимальный баланс для агрессивного реза, текстура не сильно изменится от полировки 0.25мкм (это сверхфинишный размер зерна)
фото рк финишированного на камне 1.5к угол 40* нож H1
доводка на 0.25 пасте
1) Сталь настолько твердая что он избежал заточки на водном камне ибо тот не будет её попросту брать, были у меня такие случаи
2)Замыливание стали, думаю все с этим встречались при высоком финише, и финиш в 1к при таких сталях это оптимальный баланс для агрессивного реза, текстура не сильно изменится от полировки 0.25мкм (это сверхфинишный размер зерна)
фото рк финишированного на камне 1.5к угол 40* нож H1
доводка на 0.25 пасте

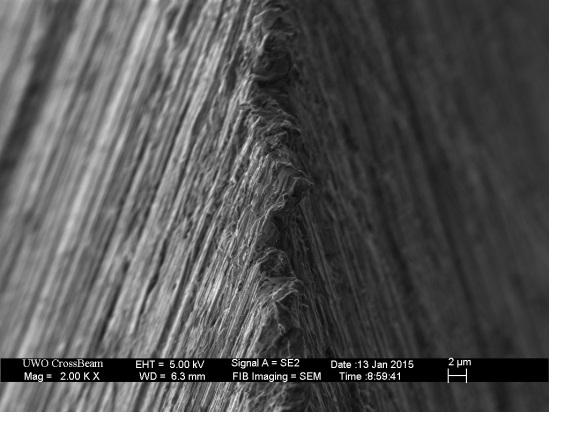
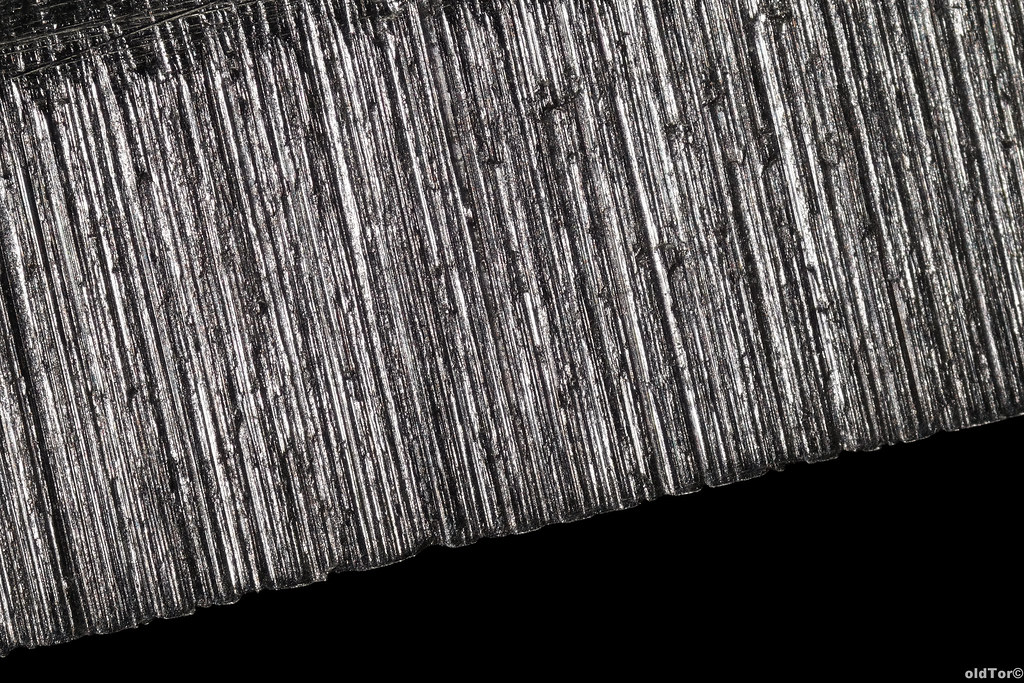
Потребовалось тут заточить небольшую кучку ножей из бюджетных нержавеек - два ножа из 65х13, старые советского "разлива", один из ЭИ-107, также советский, и двух китайцев - один из 440B, другой из 9CR18MOV.
Затачивались все с формированием фасок наново, углы разные, пятно контакта тоже, техника заточки одна, абразивы одни.
Заточка производилась на низкооборотистом станке с водным охлаждением Elmos-BG200 на штатном круге из карбида кремния на керамической связке, зернистостью F220, плюс делалось по нескольку проходов по кожаному кругу с пастой ГОИ номер 3.
Решил сделать микрофото для сравнения результатов, снимал с микроскопным объективом Nikon CFI E Plan 4х0.10, кадрирование, по горизонтали кадров 4мм.
1) 65х13 на полный угол 40 градусов:
 Заточка 65х13
Заточка 65х13
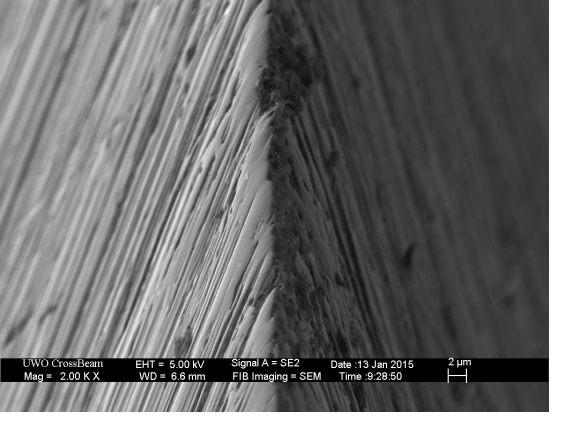
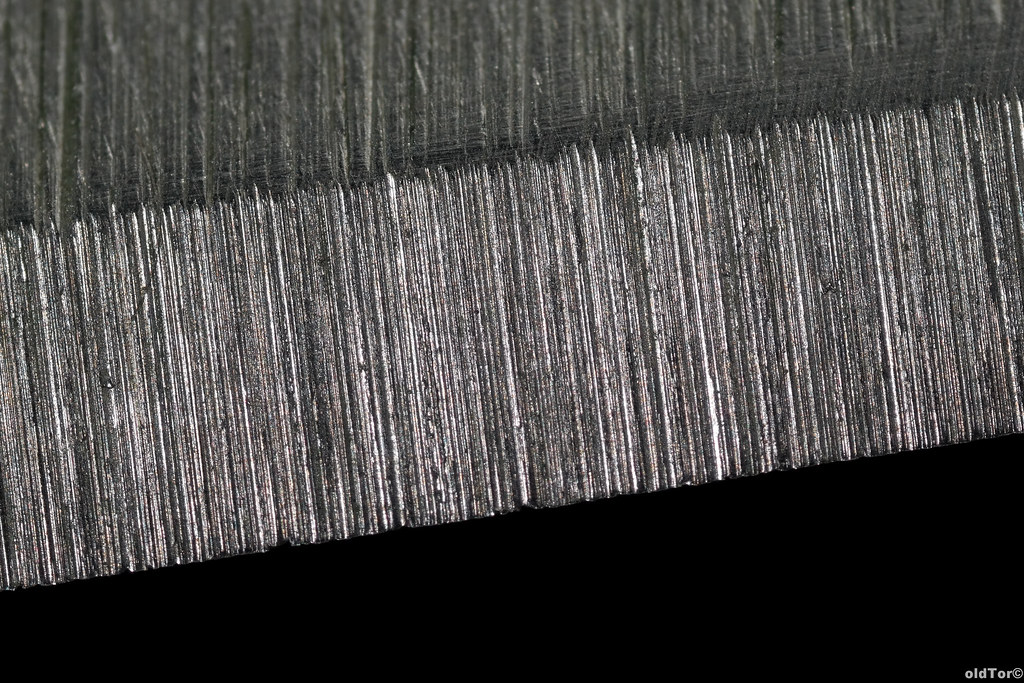
2) 65х13 на полный угол 30 градусов:
 Заточка 65х13
Заточка 65х13
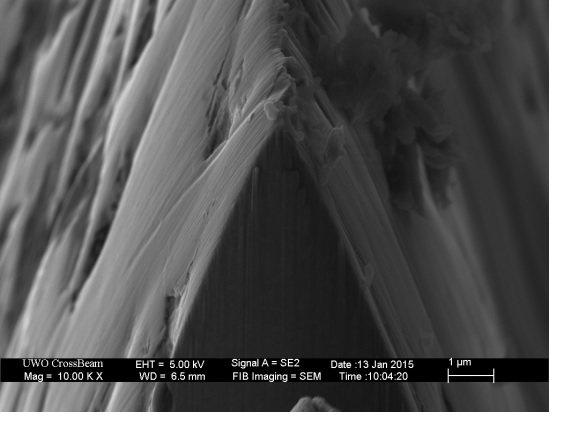
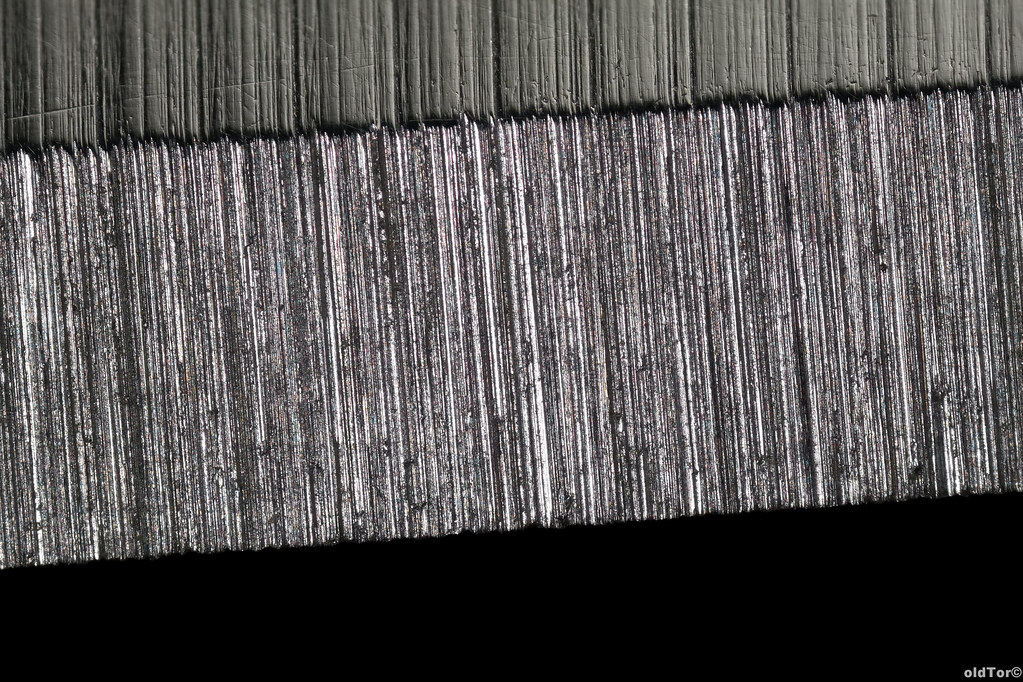
3) ЭИ-107 на полный угол 36 градусов:
 Заточка ЭИ-107
Заточка ЭИ-107
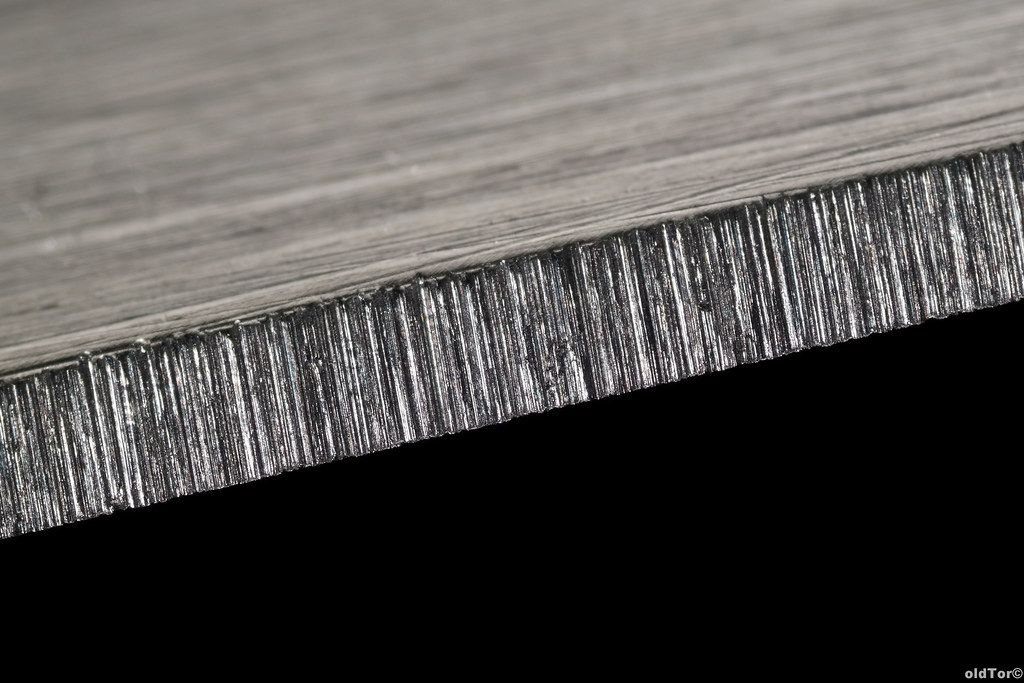
4) 440B на полный угол 36 градусов:
 Заточка 440b
Заточка 440b
5) 9CR18MOV на полный угол 30 градусов:
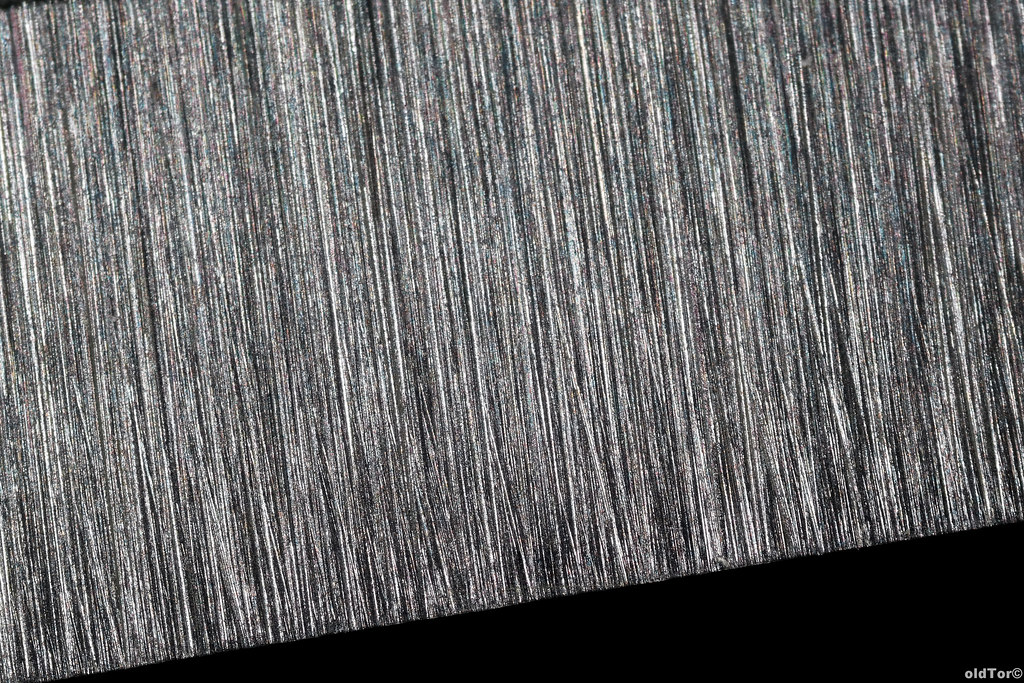 Заточка 9CR18MOV
Заточка 9CR18MOV
Во-первых, хочу сказать по поводу заточного круга - несмотря на то, что затачивались довольно мягкие нержавейки, для которых актуальнее брать ради лучшего сохранения ресурса круга, таковые на основе оксида алюминия, тем не менее, подавая больше воды (просто добавив в кювету её больше) и работая с небольшим нажимом, износ оказался вполне нормальным и равномерным, отработки в кювете оказалось на удивление немного. Во-вторых, по поводу круга с пастой - поскольку на заточном круге водном я научился затачивать так, чтобы вовсе не иметь проблем с заусенцем - у меня его просто нет, как правило, после окончания этапа заточки, то и на пасте я не перебарщиваю - просто чуть приглаживаю результат, не собственно повышая угол на нём, а чуть "притапливая" фаску в довольно эластичную и "пухлую" поверхность кожаного круга, что помогает не натащить заусенец, и лишь чуть сгладить рёбра рисок на РК - почему и для чего я делал в данном случае именно так, я распространяться сейчас не буду, просто скажу, что это делается специально.
Теперь я прокомментирую разность результатов обработки, чтобы было понятно, что и почему получилось так, как получилось.
Первый клинок - угол довольно большой, но пятно контакта сравнительно невелико, потому кромка удовлетворительно однородна для подобной заточки, однако риски очень глубокие, и кожаный круг, таки натащил бахрому на кромку - т.е. дальше я буду продолжать заточку этого клинка, приводить РК в более вменяемое состояние - срок службы такой РК не выдерживает никакой критики.
Второй - ситуация тоже нехорошая - угол намного меньше, и соответственно, "прорезы" зёрнами РК гораздо выраженнее, пастированный круг же превратил кромку в фольгу, и прекрасно видно, что местами она истончилась до такой степени, что фрагменты её просто сорвало. Т.е. также требуется дальнейшая заточка - этот результат, как и предыдущий, годится только в качестве обдирки.
Вот теперь я уточню, почему на пастированном не повышал заметно угол - во-первых, для наглядности в этом обзоре, во-вторых - не вижу смысла это делать - первые проходы столь грубой РК по довольно мягкому кругу негативно влияют на его ресурс, к тому же, шаг зернистости для такой обработки - великоват, он адекватен на тех сталях, которые заточной круг не дерёт настолько агрессивно и глубоко.
Третий клинок - сталька поприличнее, пятно контакта и угол заточки более сбалансированы и даже на круге из карбида кремния, получается более аккуратная в целом обработка, нежели на предыдущих клинках - тут уже можно даже оставить такой результат, если ножом будут пользоваться небрежно и более тонкая заточка будет нецелесообразна.
Четвёртый - в целом картина сходная. Но сталька чуть мягче мне показалась, чем на предыдущем, и тут, хотя фаска и чуть-чуть шире, но риски всё равно чуть глубже.
Пятый оказался лучше всех - во-первых он мне показался потвёрже, хотя затачивался, несмотря на большое пятно контакта, очень быстро, и при небольшом угле заточки, но при весьма широких фасках, обработка получилась намного аккуратнее, чем на любом из предыдущих. И как раз это сыграло свою роль в том, что несколько проходов по пастированному кругу, привели РК к очень и очень хорошей, для такого метода заточки, однородности и остроте.
Что из этого всего следует - стали одного порядка, не обрабатываются одинаково, и в силу разности своей и при влиянии таких факторов, как значение угла, пятно контакта, причём зависимости тут не всегда прямые - совсем необязательно меньший угол даст более грубый результат на кромке, как я показал - на стали более удачной, при той же скорости и интенсивности обработки, на меньшем угле можно получить результат намного чище, чем на бОльшем, на менее удачной стали.
Вроде вещи очевидные, но часто приходится читать и слышать очень смелые обобщения, не учитывающие таких частностей, и оттого, могущие ввести людей неопытных или просто недалёких, в заблуждение.
Важно понимать, сколь много факторов влияет на результат работы, и анализировать свой практический опыт, вот примерно так, как я постарался показать в данном обзоре - тогда будет на что опираться в выборе и углов заточки и в выборе средств. Само собой разумеется, углы выбирались исходя из общего строя и назначения клинков, но все они для довольно грубой и небрежной работы, и резать этим сталям всё равно, кроме созданного довольно грубым абразивом, рельефа на РК - особо нечем. Однако и при таких вводных, можно получить весьма разный результат на РК, при одинаковых времязатратах на обработку.
P.S. По впечатлениям от процесса и результата заточки - как ни странно, лидируют... китайцы, причём 9CR18MOV, выбивается вперёд, по многим параметрам оставляя далеко за кормой всех остальных.
Однако, опять-таки, важно понимать, что это лишь частная ситуация её обработки на этом абразиве - это то, как раз, что мало кто понимае, особенно это касается тестеров, точащих всё и вся одинаково и на одном и том же. Если будет взят, скажем, круг на основе оксида алюминия, ситуация может измениться кардинально и вышеупомянутые клинки из 440B или ЭИ-107 окажутся наравне с данной 9CR18MOV или поведут себя даже лучше, особенно если более вдумчиво выбирать угол - иногда разница в пару градусов меняет картину очень сильно.
Понятно, что подбором абразивов и методов обработки, под мега-бюджетные клинки никто, скорее всего, заниматься не станет, но и утверждать что частная ситуация на конкретном абразиве - это всё, на что способен тот или иной клинок - крайне ограниченная и не взвешенная позиция. Я бы даже позволил себе грубость, и сказал бы, что она абсолютно тупорылая)
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Затачивались все с формированием фасок наново, углы разные, пятно контакта тоже, техника заточки одна, абразивы одни.
Заточка производилась на низкооборотистом станке с водным охлаждением Elmos-BG200 на штатном круге из карбида кремния на керамической связке, зернистостью F220, плюс делалось по нескольку проходов по кожаному кругу с пастой ГОИ номер 3.
Решил сделать микрофото для сравнения результатов, снимал с микроскопным объективом Nikon CFI E Plan 4х0.10, кадрирование, по горизонтали кадров 4мм.
1) 65х13 на полный угол 40 градусов:
Заточка 65х132) 65х13 на полный угол 30 градусов:
Заточка 65х13 3) ЭИ-107 на полный угол 36 градусов:
Заточка ЭИ-1074) 440B на полный угол 36 градусов:
Заточка 440b5) 9CR18MOV на полный угол 30 градусов:
Заточка 9CR18MOVВо-первых, хочу сказать по поводу заточного круга - несмотря на то, что затачивались довольно мягкие нержавейки, для которых актуальнее брать ради лучшего сохранения ресурса круга, таковые на основе оксида алюминия, тем не менее, подавая больше воды (просто добавив в кювету её больше) и работая с небольшим нажимом, износ оказался вполне нормальным и равномерным, отработки в кювете оказалось на удивление немного. Во-вторых, по поводу круга с пастой - поскольку на заточном круге водном я научился затачивать так, чтобы вовсе не иметь проблем с заусенцем - у меня его просто нет, как правило, после окончания этапа заточки, то и на пасте я не перебарщиваю - просто чуть приглаживаю результат, не собственно повышая угол на нём, а чуть "притапливая" фаску в довольно эластичную и "пухлую" поверхность кожаного круга, что помогает не натащить заусенец, и лишь чуть сгладить рёбра рисок на РК - почему и для чего я делал в данном случае именно так, я распространяться сейчас не буду, просто скажу, что это делается специально.
Теперь я прокомментирую разность результатов обработки, чтобы было понятно, что и почему получилось так, как получилось.
Первый клинок - угол довольно большой, но пятно контакта сравнительно невелико, потому кромка удовлетворительно однородна для подобной заточки, однако риски очень глубокие, и кожаный круг, таки натащил бахрому на кромку - т.е. дальше я буду продолжать заточку этого клинка, приводить РК в более вменяемое состояние - срок службы такой РК не выдерживает никакой критики.
Второй - ситуация тоже нехорошая - угол намного меньше, и соответственно, "прорезы" зёрнами РК гораздо выраженнее, пастированный круг же превратил кромку в фольгу, и прекрасно видно, что местами она истончилась до такой степени, что фрагменты её просто сорвало. Т.е. также требуется дальнейшая заточка - этот результат, как и предыдущий, годится только в качестве обдирки.
Вот теперь я уточню, почему на пастированном не повышал заметно угол - во-первых, для наглядности в этом обзоре, во-вторых - не вижу смысла это делать - первые проходы столь грубой РК по довольно мягкому кругу негативно влияют на его ресурс, к тому же, шаг зернистости для такой обработки - великоват, он адекватен на тех сталях, которые заточной круг не дерёт настолько агрессивно и глубоко.
Третий клинок - сталька поприличнее, пятно контакта и угол заточки более сбалансированы и даже на круге из карбида кремния, получается более аккуратная в целом обработка, нежели на предыдущих клинках - тут уже можно даже оставить такой результат, если ножом будут пользоваться небрежно и более тонкая заточка будет нецелесообразна.
Четвёртый - в целом картина сходная. Но сталька чуть мягче мне показалась, чем на предыдущем, и тут, хотя фаска и чуть-чуть шире, но риски всё равно чуть глубже.
Пятый оказался лучше всех - во-первых он мне показался потвёрже, хотя затачивался, несмотря на большое пятно контакта, очень быстро, и при небольшом угле заточки, но при весьма широких фасках, обработка получилась намного аккуратнее, чем на любом из предыдущих. И как раз это сыграло свою роль в том, что несколько проходов по пастированному кругу, привели РК к очень и очень хорошей, для такого метода заточки, однородности и остроте.
Что из этого всего следует - стали одного порядка, не обрабатываются одинаково, и в силу разности своей и при влиянии таких факторов, как значение угла, пятно контакта, причём зависимости тут не всегда прямые - совсем необязательно меньший угол даст более грубый результат на кромке, как я показал - на стали более удачной, при той же скорости и интенсивности обработки, на меньшем угле можно получить результат намного чище, чем на бОльшем, на менее удачной стали.
Вроде вещи очевидные, но часто приходится читать и слышать очень смелые обобщения, не учитывающие таких частностей, и оттого, могущие ввести людей неопытных или просто недалёких, в заблуждение.
Важно понимать, сколь много факторов влияет на результат работы, и анализировать свой практический опыт, вот примерно так, как я постарался показать в данном обзоре - тогда будет на что опираться в выборе и углов заточки и в выборе средств. Само собой разумеется, углы выбирались исходя из общего строя и назначения клинков, но все они для довольно грубой и небрежной работы, и резать этим сталям всё равно, кроме созданного довольно грубым абразивом, рельефа на РК - особо нечем. Однако и при таких вводных, можно получить весьма разный результат на РК, при одинаковых времязатратах на обработку.
P.S. По впечатлениям от процесса и результата заточки - как ни странно, лидируют... китайцы, причём 9CR18MOV, выбивается вперёд, по многим параметрам оставляя далеко за кормой всех остальных.
Однако, опять-таки, важно понимать, что это лишь частная ситуация её обработки на этом абразиве - это то, как раз, что мало кто понимае, особенно это касается тестеров, точащих всё и вся одинаково и на одном и том же. Если будет взят, скажем, круг на основе оксида алюминия, ситуация может измениться кардинально и вышеупомянутые клинки из 440B или ЭИ-107 окажутся наравне с данной 9CR18MOV или поведут себя даже лучше, особенно если более вдумчиво выбирать угол - иногда разница в пару градусов меняет картину очень сильно.
Понятно, что подбором абразивов и методов обработки, под мега-бюджетные клинки никто, скорее всего, заниматься не станет, но и утверждать что частная ситуация на конкретном абразиве - это всё, на что способен тот или иной клинок - крайне ограниченная и не взвешенная позиция. Я бы даже позволил себе грубость, и сказал бы, что она абсолютно тупорылая)
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

Cer.valeew2016
Накосячить можно на чем угодно. В любом случае придется учится и приспосабливаться. И не факт, что чужой опыт подойдет Вам.
Одно могу точно сказать, выше обороты - больше шансов накосячить. Меньше скорость - больше потраченного времени.
И уточните, для каких инструментов вы спрашиваете и объем работ.
Накосячить можно на чем угодно. В любом случае придется учится и приспосабливаться. И не факт, что чужой опыт подойдет Вам.
Одно могу точно сказать, выше обороты - больше шансов накосячить. Меньше скорость - больше потраченного времени.
И уточните, для каких инструментов вы спрашиваете и объем работ.
-
Cer.valeew2016
- Ефрейтор

- Сообщения: 272
- Зарегистрирован: 05 мар 2018, 14:34
Здравствуйте станок необходим для работ в основном с ножами,спасибо за ответы, гриндер используются более професионально для широкого спектра работ и в основном устанавливаются в мастерских,для дома более компанией и в основном для ножей будет предподчительней все таки тормекообразный станок ( поправте меня будьте любезны если ошибаюсь) и где можно посмотреть ( цена качество) нормальный гриндер,подскажите пожалуйста, спасибо с уважением ко Всем.,с.в.
Cer.valeew2016
Спросите oldTor о его станке Elmos-BG200 (чуть выше он пост про его работу выкладывал). Тот же Тормек...
Если я правильно понял, то Вам нужно для дома. Гриндер очень пыльная вещь.
Спросите oldTor о его станке Elmos-BG200 (чуть выше он пост про его работу выкладывал). Тот же Тормек...
Если я правильно понял, то Вам нужно для дома. Гриндер очень пыльная вещь.

Ну на тормеке вы вряд ли накири переспустите.
-
afg1
- Младший унтер-офицер
- Сообщения: 420
- Зарегистрирован: 08 мар 2010, 19:31
- Страна: Российская Федерация
- Откуда: М
"где можно посмотреть ( цена качество) нормальный гриндер"
Гриндер Г10
Гриндер типа Г10 от Chapay (ИНФО в 1-м посте)
http://bychapay.ru/
Гриндер Г10
Гриндер типа Г10 от Chapay (ИНФО в 1-м посте)
http://bychapay.ru/
С уважением afg1
-
Cer.valeew2016
- Ефрейтор
- Сообщения: 272
- Зарегистрирован: 05 мар 2018, 14:34
Здравствуйте подскажите пожалуйста где купить элмос 200?, может через инет можно,спасибо.
------------------
Заточка на камнях;BR;
------------------
Заточка на камнях;BR;
Я покупал через интернет, но где - уже не помню, надо искать.
Платил около 8 тыс. с копейками.
Остастку, а именно держатель для заточки ножей и подручник, покупал тормековские - они совместимы - Tormek SVM-45 и Tormek SVD-110
Тормековскую же оснастку с правИлкой кругов я не купил - показалось дорого, но круги обязательно надо выравнивать и поддерживать в ровном состоянии, я воспользовался алмазным карандашом с как раз подручником SVD-110
Ещё надо понимать, что круги по типу абразива и виду связки, её плотности, твёрдости и пр., идут не любые под любые стали.
Я докупал себе к штатному кругу ещё круг от Гриндермана, это дешевле тормековских и высокого качества при том, ну и ещё один круг использую от старого китайского станка.
Если все стали затачивать на одном круге, то износ его будет высоковат - это стоит учитывать.
В целом я выбрал такой набор оснастки и кругов как минимально необходимый и вышло это дешевле тормека.
Но надо ли Вам это всё? Вы уверены что Ваши заточные задачи не решаются брусками для ручной заточки и может быть каким-нибудь приспособлением для таковой?
Если захотите подробнее прочитать про станок, выравнивание кругов и пр., а также про аналогичные - это можно посмотреть тут:
http://www.myabrasive.ru/forum/viewforum.php?f=20
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Платил около 8 тыс. с копейками.
Остастку, а именно держатель для заточки ножей и подручник, покупал тормековские - они совместимы - Tormek SVM-45 и Tormek SVD-110
Тормековскую же оснастку с правИлкой кругов я не купил - показалось дорого, но круги обязательно надо выравнивать и поддерживать в ровном состоянии, я воспользовался алмазным карандашом с как раз подручником SVD-110
Ещё надо понимать, что круги по типу абразива и виду связки, её плотности, твёрдости и пр., идут не любые под любые стали.
Я докупал себе к штатному кругу ещё круг от Гриндермана, это дешевле тормековских и высокого качества при том, ну и ещё один круг использую от старого китайского станка.
Если все стали затачивать на одном круге, то износ его будет высоковат - это стоит учитывать.
В целом я выбрал такой набор оснастки и кругов как минимально необходимый и вышло это дешевле тормека.
Но надо ли Вам это всё? Вы уверены что Ваши заточные задачи не решаются брусками для ручной заточки и может быть каким-нибудь приспособлением для таковой?
Если захотите подробнее прочитать про станок, выравнивание кругов и пр., а также про аналогичные - это можно посмотреть тут:
http://www.myabrasive.ru/forum/viewforum.php?f=20
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTor
А Вы не могли бы примерно вспомнить весь бюджет, вплоть до алмазного карандаша?
А Вы не могли бы примерно вспомнить весь бюджет, вплоть до алмазного карандаша?
Станок 8 тыс. с копейками + доставка рублей 300 курьером.
оснастка SVM-45 примерно 2000
и SVD-110 тоже около того + доставка курьером ~ 500р.
дополнительный круг от Гриндермана F120 КК для обдирки быстрорежущих сталей в первую очередь - 4700р. + доставка транспортной из Питера ~500р.
Алмазный карандаш купил забугорный у ivan-3 за 500р., так как у нас подходящий не нашёл сразу чтобы купить один и с доставкой и чтобы был нормальный.
Примерно так.
Что реально расстроило из затрат - дорогая тормековская оснастка, потому и купил только самую необходимую мне, и все рекомендуют брать именно её - говорят остальная от аналогов либо не подходит, либо хуже сделана.
Зато порадовала цена Гриндермановского круга, по сравнению с тормековскими.
оснастка SVM-45 примерно 2000
и SVD-110 тоже около того + доставка курьером ~ 500р.
дополнительный круг от Гриндермана F120 КК для обдирки быстрорежущих сталей в первую очередь - 4700р. + доставка транспортной из Питера ~500р.
Алмазный карандаш купил забугорный у ivan-3 за 500р., так как у нас подходящий не нашёл сразу чтобы купить один и с доставкой и чтобы был нормальный.
Примерно так.
Что реально расстроило из затрат - дорогая тормековская оснастка, потому и купил только самую необходимую мне, и все рекомендуют брать именно её - говорят остальная от аналогов либо не подходит, либо хуже сделана.
Зато порадовала цена Гриндермановского круга, по сравнению с тормековскими.
Вопрос Ярославу: Все таки заточка на мокрых станках подразумевает вогнутую линзу на получаемой кромке.
Как получается, Вы выводите на камнях до плоскости, или оставляете вогнутую линзу и работаете только по кромке с превышением угла, выводя микроподвод?
И как по сравнению с плоскими подводами ведет себя вогнутая линза по стойкости реза?
------------------
Критикуя - предлагай!
Новосибирск.
Как получается, Вы выводите на камнях до плоскости, или оставляете вогнутую линзу и работаете только по кромке с превышением угла, выводя микроподвод?
И как по сравнению с плоскими подводами ведет себя вогнутая линза по стойкости реза?
------------------
Критикуя - предлагай!
Новосибирск.
При заточке широких фасок, в т.ч. стамески, железко рубанков или ножи с конским сведением - нет, никакого выведения потом плоскости на камнях я не делаю - незачем, да и ту же стамеску дальше точить или править проще по микрофаске. Если же сначала хочется немного "причесать" результат станка, то устанавливается фаска на плоский брусок, и у неё, вогнутой слегка, получаются две точки опоры - в начале фаски и в зоне РК, что проще в выдерживании угла вручную, часто, чем с совсем плоской. Ну а далее, уже микрофаска делается.
Если затачивается инструмент бросовый или для вандального поюза, знакомым например, то после станка вовсе ничего не делаю - всё равно всё убьют быстро.
На самом деле вогнутость довольно относительна - если варьировать давление и направление подачи инструмента, то на фасках умеренной ширины нет проблемы сделать достаточно плоско. Конечно, некоторое отклонение от плоскостности будет, но оно укладывается в рамки шероховатости, оставляемой кругом - на предыдущей странице я выложил примеры заточки - вряд ли можно про них сказать, что там хоть сколько-нибудь заметна вогнутость - она "съедается" шероховатостью на таких площадях обработки.
По стойкости реза я не сравниваю машинную заточку с ручной хотя бы потому, что вручную не делаю такого грубого финиша, как делаю иной раз на станке.
Если же сравнивать ободранное на круге и потом заточенное вручную далее, с полностью заточенным от обдирки до финиша вручную - то я не вижу разницы, если соблюдается следующее:
Риски от каждого предыдущего абразива должны быть полностью удалены каждым последующим и не должны дотягиваться до РК, что часто обозначает не просто спилить их, повышая угол, но и часто снять с запасом, по основной фаске или по окончательной, гарантированно удаляя дефектный слой от обдирки на грубом и\или неподходящем под сталь абразиве.
Если затачивается инструмент бросовый или для вандального поюза, знакомым например, то после станка вовсе ничего не делаю - всё равно всё убьют быстро.
На самом деле вогнутость довольно относительна - если варьировать давление и направление подачи инструмента, то на фасках умеренной ширины нет проблемы сделать достаточно плоско. Конечно, некоторое отклонение от плоскостности будет, но оно укладывается в рамки шероховатости, оставляемой кругом - на предыдущей странице я выложил примеры заточки - вряд ли можно про них сказать, что там хоть сколько-нибудь заметна вогнутость - она "съедается" шероховатостью на таких площадях обработки.
По стойкости реза я не сравниваю машинную заточку с ручной хотя бы потому, что вручную не делаю такого грубого финиша, как делаю иной раз на станке.
Если же сравнивать ободранное на круге и потом заточенное вручную далее, с полностью заточенным от обдирки до финиша вручную - то я не вижу разницы, если соблюдается следующее:
Риски от каждого предыдущего абразива должны быть полностью удалены каждым последующим и не должны дотягиваться до РК, что часто обозначает не просто спилить их, повышая угол, но и часто снять с запасом, по основной фаске или по окончательной, гарантированно удаляя дефектный слой от обдирки на грубом и\или неподходящем под сталь абразиве.
Спасибо, абсолютно пересекающийся с моими навыками значения при заточке.oldTor писал(а): При заточке широких фасок, в т.ч. стамески, железко рубанков или ножи с конским сведением - нет, никакого выведения потом плоскости на камнях я не делаю - незачем, да и ту же стамеску дальше точить или править проще по микрофаске. Если же сначала хочется немного "причесать" результат станка, то устанавливается фаска на плоский брусок, и у неё, вогнутой слегка, получаются две точки опоры - в начале фаски и в зоне РК, что проще в выдерживании угла вручную, часто, чем с совсем плоской. Ну а далее, уже микрофаска делается.
Если затачивается инструмент бросовый или для вандального поюза, знакомым например, то после станка вовсе ничего не делаю - всё равно всё убьют быстро.
На самом деле вогнутость довольно относительна - если варьировать давление и направление подачи инструмента, то на фасках умеренной ширины нет проблемы сделать достаточно плоско. Конечно, некоторое отклонение от плоскостности будет, но оно укладывается в рамки шероховатости, оставляемой кругом - на предыдущей странице я выложил примеры заточки - вряд ли можно про них сказать, что там хоть сколько-нибудь заметна вогнутость - она "съедается" шероховатостью на таких площадях обработки.
По стойкости реза я не сравниваю машинную заточку с ручной хотя бы потому, что вручную не делаю такого грубого финиша, как делаю иной раз на станке.
Если же сравнивать ободранное на круге и потом заточенное вручную далее, с полностью заточенным от обдирки до финиша вручную - то я не вижу разницы, если соблюдается следующее:
Риски от каждого предыдущего абразива должны быть полностью удалены каждым последующим и не должны дотягиваться до РК, что часто обозначает не просто спилить их, повышая угол, но и часто снять с запасом, по основной фаске или по окончательной, гарантированно удаляя дефектный слой от обдирки на грубом и\или неподходящем под сталь абразиве.
А каков набор кругов для не ответственной нержи, если возможно? Жалко постоянно загрублять (извините) японский круг. Какие круги от Grindermann используете? Все таки они намного демократичнее цены, по сравнению с кругами Tormek
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 5 гостей