Доброго времени суток уважаемые форумчане!
Эта теме была создана с целью собрать в одном месте все вопросы по продукции и работе Веневского Завода Алмазного Инструмента.
Тут я постараюсь ответить на все вопросы, либо если моей квалификации окажется не достаточно, вопрос будет передан технологам завода.
За темой буду внимательно следить и дополнять новыми вопросами и ответами на них.
И надеюсь на помощь уважаемых и опытных форумчан в этом не легком деле.
Для начала, позвольте мне сказать несколько слов о самом заводе:
Веневский Завод Алмазного Инструмента состоящий из ОАО "ВеАл" и ОАО "Венфа" был основан в 1975 году. Вот уже 40 лет предприятие выпускает алмазный инструмент широкой номенклатуры и 25 лет производит синтез алмазного порошка высокого качества. Современное оборудование, отработанная годами технология изготовления позволили в 1995 году вывести продукцию завода на мировой рынок.
На этом заводе производят:
- алмазные бруски
- алмазные бруски для точилок
- ручные алмазные бруски
- хонинговальные алмазные бруски
- алмазную пасту
- алмазные круги на органической связке
- алмазные круги на металлической связке
- алмазный порошок
Итак начнем:
1. Вопрос о ровности брусков.
Наверное это самый популярный вопрос из всех.
Почти все наверное слышали о претензиях к ровности Веневских брусков, но не все знают
что существуют Технические условия для этих брусков, в которых прописана допустимая (при массовом заводском производстве) "неплоскостность" поверхности этих брусков.
Так же не все знают как правильно эту "неплоскостность" промерять.
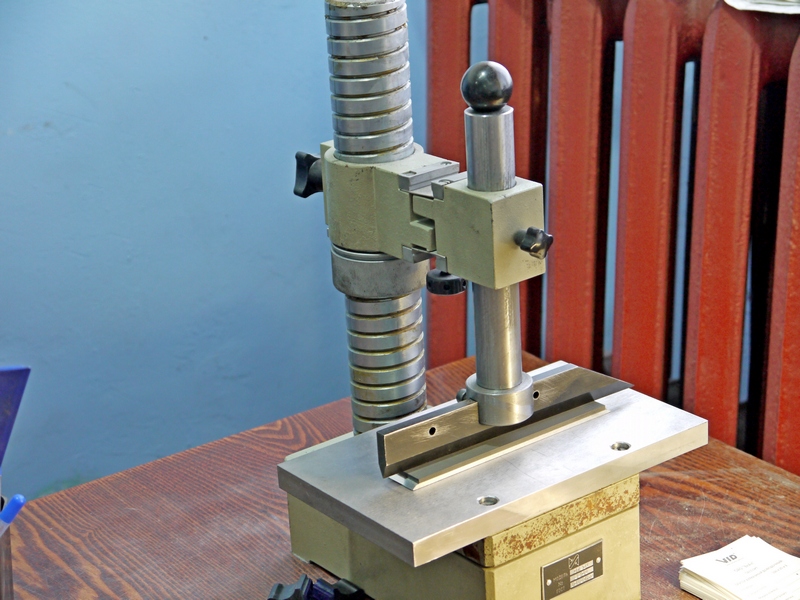
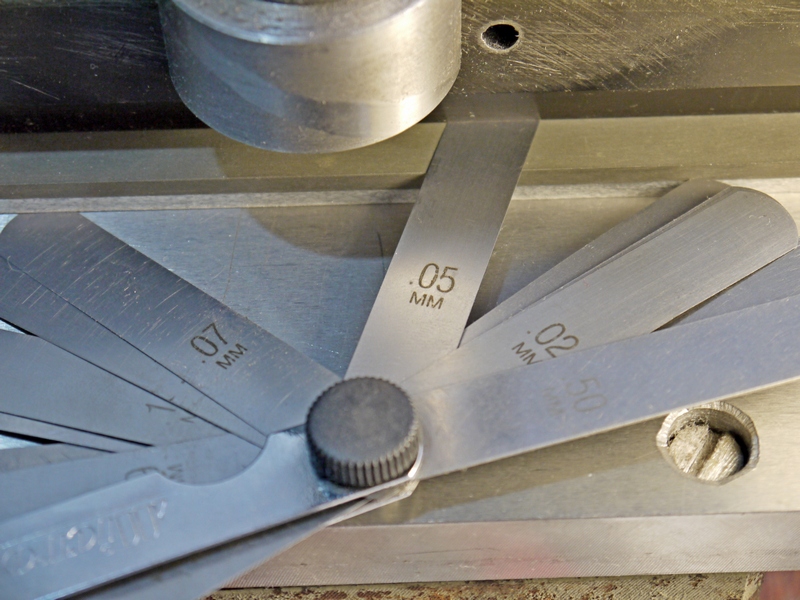
Процесс проверки брусков на соответствие ТУ на заводе, проходит на специальном станке, при помощи эталонной линейки, которая закреплена параллельно столу. Контролер прижимает линейку к бруску и промеряет возможное отклонение щупом, диаметр которого соответствует допустимому отклонению по ТУ. Это самый точный способ измерения отклонений, другие способы дают слишком большую погрешность.
Несоответствие ТУ является браком и подлежит замене или возврату.
Фото станка: https://static-eu.insales.ru/f...nal/%D1%840.jpg , https://static-eu.insales.ru/f...nal/%D1%841.jpg , https://static-eu.insales.ru/f...nal/%D1%842.jpg .
ТУ для двухсторонних брусков: http://static-eu.insales.ru/fi...D0%BA%D0%B8.pdf
ТУ для односторонних брусков: http://static-eu.insales.ru/fi...D0%BA%D0%B8.pdf
Рекомендации по решению:
Если Вы хотите получить более ровную, чем прописано в ТУ, плоскость бруска, или не хотите тратить время на замену бруска не соответствующего ТУ, то можете решить эту проблему самостоятельно. Для этого рекомендуется притереть брусок на стекле с карбидом кремния.
2. Вопрос про однородность зерна и перепутанную маркировку зернистости брусков.
Так же довольно часто встречаются претензии, связанные с тем что бруски с мелким зерном алмаза (3/2, 2/1, 1/0, 0,5/0 мкм), дают более грубую риску при полировке. Чаще всего эту проблему путают с перепутанной маркировкой зернистости на бруске.
В вопросе неоднородности необходимо учитывать что на заводе, частицы алмаза размером 3/2, 2/1, 1/0, 0,5 мкм, предварительно контролируются на микроскопе в проходящем свете кратностью 1 350 раза. А окончательный контроль частиц производится на приборе "Analysette" фирмы FRITZCH. И довольно часто бывает так что, при использовании микроскопа меньшей мощности, можно увидеть не зерна алмаза, а другие вещества входящие в состав связки и на основании этого сделать не верные выводы.
Существуют две версии почему появляются более грубые риски:
а) В состав органической связки В2-01, входит карбид бора и его зерно как правило имеет бОльший размер в сравнении с зерном алмаза.
Проблема сейчас решается технологами завода - идут эксперименты с составом связки В2-01.
б) Мелкий алмазный порошок из которого делаются бруски для полировки, имеет свойство "комковаться", т.е. собираться группами по нескольку десятков или сотен зёрен. Но в процессе работы, сгустки разбиваются и работает конкретное зерно.
Рекомендации по решению:
Тут совет тот же что и в 1 вопросе - перед началом работы притирать брусок с карбидом кремния на стекле. Это и выравнивает брусок, и разбивает сгустки зерен, и выбивает из связки крупное зерно карбида бора.
Альтернативный вариант:
После бруска 20/14-7/5 мкм, можно перейти на алмазную пасту, на коже.
В связке пасты нет грубых примесей и свободный абразив будет работать значительно аккуратнее.
Продолжение следует...
------------------
С уважением,
Александр Хохлов.
http://www.vidbrusok.ru
Вопросы по Веневскому Заводу Алмазного Инструмента
Модератор: тень
-
ivan-3

- Поручик

- Сообщения: 4474
- Зарегистрирован: 03 окт 2009, 13:01
- Страна: Российская Федерация
- Откуда: Москва, СВАО
Вопрос.
Из чего делается основа двухсторонних брусков? Почему она такая ломкая?
Решив что это алюминий или его сплавы я попытался его выгнуть (убрать не плоскостность) Никакой пластической деформации не было - сразу сломался.
Внутри пористая порошковая гадость на основе алюминия. Был бы чистый алюминий (дюраль) можно было выгнуть...
Из чего делается основа двухсторонних брусков? Почему она такая ломкая?
Решив что это алюминий или его сплавы я попытался его выгнуть (убрать не плоскостность) Никакой пластической деформации не было - сразу сломался.
Внутри пористая порошковая гадость на основе алюминия. Был бы чистый алюминий (дюраль) можно было выгнуть...

Вопросы:
ТУ на односторонние и двусторонние бруски ссылается на ГОСТ Р 53922-2010, в котором указано: "3.1 шлифпорошок: Абразивный материал, размеры зерен которого находятся в пределах 1830-38 мкм"
Каким образом по этому набору документов выпускаются бруски 3/2, 2/1, 1/0, 0,5/0 мкм и т.п.?
В ОСТ 6-05-441-78 на связующее фенольное порошкообразное я не нашел упоминания карбида бора. Откуда он там взялся? Где это обозначено в пакете документации на продукцию? Почему потребитель продукции не в курсе, что в состав алмазоносного слоя входят более крупные абразивные частицы?
Очень смущает, что продукция не проходит приемку по пунктам 1.3 и 1.5.
ТУ на односторонние и двусторонние бруски ссылается на ГОСТ Р 53922-2010, в котором указано: "3.1 шлифпорошок: Абразивный материал, размеры зерен которого находятся в пределах 1830-38 мкм"
Каким образом по этому набору документов выпускаются бруски 3/2, 2/1, 1/0, 0,5/0 мкм и т.п.?
В ОСТ 6-05-441-78 на связующее фенольное порошкообразное я не нашел упоминания карбида бора. Откуда он там взялся? Где это обозначено в пакете документации на продукцию? Почему потребитель продукции не в курсе, что в состав алмазоносного слоя входят более крупные абразивные частицы?
Очень смущает, что продукция не проходит приемку по пунктам 1.3 и 1.5.
ТУ 1.4 - алюмоорганический пресспорошок или фенопласт.Из чего делается основа двухсторонних брусков?
-
vidbrusok.ru
- Рядовой

- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Эту информацию я уточню у технологов. Возможно это не тот ГОСТ, или устаревший ГОСТ...Pengozoid писал(а): ссылается на ГОСТ Р 53922-2010
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Вот этого я бы Вам категорически не рекомендовал бы делать.ivan-3 писал(а): я попытался его выгнуть
Брусок спекается при высокой температуре и становится очень ломким.
-
L_YV

- Зауряд-прапорщик

- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
Апексные бруски выгнуты вместе с бланком, при прижиме во время измерения они выпрямляются, при этом станок ваш показывает что все в пределах нормы, убираем прижатие и он вновь возвращается в исходное выгнутое состояние.vidbrusok.ru писал(а): Контролер прижимает линейку к бруску и промеряет возможное отклонение щупом, диаметр которого соответствует допустимому отклонению по ТУ. Это самый точный способ измерения отклонений, другие способы дают слишком большую погрешность.
Не вводите людей в заблуждение, никуда мелкий карбид кремния не выбивает крупные зерна карбида бора. По крайне мере на двух моих, которые несколько раз притирал (один из них двухсторонний, обе стороны 3/2 и 1/0 и апексный 1/0) . Пока алмазным хоном не снес вершины этих карбидов (некоторые вывалились из связки) никуда они после притирки не делись. И эта проблема не только у меня.vidbrusok.ru писал(а): В состав органической связки В2-01, входит карбид бора и его зерно как правило имеет бОльший размер в сравнении с зерном алмаза.
Рекомендации по решению:
перед началом работы притирать брусок с карбидом кремния на стекле. Это и выравнивает брусок, и разбивает сгустки зерен, и выбивает из связки крупное зерно карбида бора.

{kind=link}
{kind=link}
{kind=link}
Карбид бора на много тверже карбида кремния и карбид кремния не срезает верхушки у зерен карбида бора. Алмазы полностью подмываются при притирке и высыпаются, когда им уже нечем держаться. То же и с карбидом бора. Но если зерна карбида бора в пару десятков раз больше зерен алмаза, то и торчать они будут на много больше...
Для теста в вашей лаборатории, могу порекомендовать сделать тестовые запилы вашими брусками, в том числе после притирки на зерне карбида кремния. Небольшое увеличение вам позволит увидеть все неоднородности, если они присутствуют. Для сравнения, я думаю у вас есть возможность взять притир и щепотку чистого алмазного зерна.
Если мы ошибаемся, то достаточно описать правильную технологию притирки ваших брусков, позволяющей добиться от ваших брусков 1/0 работы зерном 1/0.
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Для теста в вашей лаборатории, могу порекомендовать сделать тестовые запилы вашими брусками, в том числе после притирки на зерне карбида кремния. Небольшое увеличение вам позволит увидеть все неоднородности, если они присутствуют. Для сравнения, я думаю у вас есть возможность взять притир и щепотку чистого алмазного зерна.
Если мы ошибаемся, то достаточно описать правильную технологию притирки ваших брусков, позволяющей добиться от ваших брусков 1/0 работы зерном 1/0.
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
-
chingachgook
- Поручик
- Сообщения: 6381
- Зарегистрирован: 04 янв 2010, 13:19
Лично меня этот вопрос вообще не волнует. Все бруски имели выпуклость(кроме одного или двух), на алмазах 100/80-50/40 это вообще пофигу. А 3/2-1/- надо полюбому на порошке КК доводить, заодно и подровняется.Вопрос о ровности брусков.
Наверное это самый популярный вопрос из всех.
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Они не могу выпрямляться или гнуться после спекания - лопнет связка.L_YV писал(а): при прижиме во время измерения они выпрямляются
Странно кто-то мне доказывал обратное, уже не помню кто.L_YV писал(а): И эта проблема не только у меня
-
chingachgook
- Поручик
- Сообщения: 6381
- Зарегистрирован: 04 янв 2010, 13:19
Это вообще элементарно: наносим сетку простым карандашом и восьмерками, без нажима, елозим по стеклу с КК. По характеру потертостей сразу будет видна кривизна слоя. И городить огород с какой-то штукой не нужно.Так же не все знают как правильно эту "неплоскостность" промерять.
-
chingachgook
- Поручик
- Сообщения: 6381
- Зарегистрирован: 04 янв 2010, 13:19
Это высказывание похоже на плохое оправдание, по типу зимней кепки из "Мимино".В вопросе неоднородности необходимо учитывать что на заводе, частицы алмаза размером 3/2, 2/1, 1/0, 0,5 мкм, предварительно контролируются на микроскопе в проходящем свете кратностью 1 350 раза. А окончательный контроль частиц производится на приборе "Analysette" фирмы FRITZCH. И довольно часто бывает так что, при использовании микроскопа меньшей мощности, можно увидеть не зерна алмаза, а другие вещества входящие в состав связки и на основании этого сделать не верные выводы.
Пользователю(мне) 33 раза фиолетово кто в какой микроскоп смотрит. Если из пяти брусков 1/0 удалось выбрать только один, это не микроскопом объяснять надо а разбираться откуда "грязь". Да, я в микроскоп на бруски не смотрю, мне не нужно.
-
chingachgook
- Поручик
- Сообщения: 6381
- Зарегистрирован: 04 янв 2010, 13:19
Но тот брусок 1/0, который я все-таки выбрал, оказался просто золотым(каламбур такой).
За этот брусок я готов Веневскому заводу все грехи простить.
За этот брусок я готов Веневскому заводу все грехи простить.
-
chingachgook
- Поручик
- Сообщения: 6381
- Зарегистрирован: 04 янв 2010, 13:19
И, еще, считаю бруски со 100% наполнением 3/2-1/0 маркетинговой глупостью, которая убивает напрочь всю прелесть алмаза 1/0(25%).
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Речь идет о возможности промерить брусок до его выравнивания.chingachgook писал(а): По характеру потертостей сразу будет видна кривизна слоя
Увы, но именно фото через микроскоп обычно показывают мне, в доказательство неоднородности зерна. И как правило, с очень скоромным разрешением.chingachgook писал(а): Пользователю(мне) 33 раза фиолетово кто в какой микроскоп смотрит
-
L_YV
- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
Я это делал и ничего не лопнуло. Лопнет если гнуть в обратную сторону на величину большую чем кривизна.vidbrusok.ru писал(а): Они не могу выпрямляться или гнуться после спекания - лопнет связка.
vidbrusok.ru писал(а): Странно кто-то мне доказывал обратное, уже не помню кто.
chingachgook писал(а): из пяти брусков 1/0 удалось выбрать только один
Имея лекальную линейку, большие каменные бруски и ровное основание под стеклом большой толщины, я ответственно заявляю, стоит прижать брусок арканзаса по середине при притирке, и середина будет больше стачиваться, поскольку брусок будет прогибаться, то же и с яшмой и другими камнями. Говорить, что односторонний брусок не прогибается по сравнению с яшмой 15мм в толщину безсмысленно...
Если у вас делается ограничение по зазору не более 0,25 мм для одностороннего бруска, то одним пальцем можно эти 0,25 на ровном основании прижать!
В вашей технологии замера мне все нравится, даже очень, но есть непонятное звено, с какой нагрузкой прижимается лекальная линейка к бруску? Или может лекальная линейка выставлена на нужной высоте и под нее подсовывается брусок? Но тогда линейка будет стачиваться...
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Если у вас делается ограничение по зазору не более 0,25 мм для одностороннего бруска, то одним пальцем можно эти 0,25 на ровном основании прижать!
В вашей технологии замера мне все нравится, даже очень, но есть непонятное звено, с какой нагрузкой прижимается лекальная линейка к бруску? Или может лекальная линейка выставлена на нужной высоте и под нее подсовывается брусок? Но тогда линейка будет стачиваться...
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
В пределах 0,5 мм мне фиолетово на кривизну бруска , я не затачиваю по 500 ножей в год и выровнять брусок способен сам , гораздо важнее это
Если из пяти брусков 1/0 удалось выбрать только один
Вот хочется , чтобы каждый брусок 1/0 был тем самым "золотым"))Но тот брусок 1/0, который я все-таки выбрал, оказался просто золотым(каламбур такой).
За этот брусок я готов Веневскому заводу все грехи простить.
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Уважаемые форумчане, кто желает "золотой" брусок, приглашаю Вас к нам в офис в Москве, там хоть из 5, хоть из 10 можно выбрать будет.
Или на выставку на ВВЦ и в Сокольниках - планируем там быть.
Или на выставку на ВВЦ и в Сокольниках - планируем там быть.
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Я уточню у сотрудников ОТК этот вопрос. Вроде бы прижимают без усилия, но точно не на определенной высоте и под нее не подсовывается брусок.Евгений_Е писал(а): с какой нагрузкой прижимается лекальная линейка к бруску?
-
L_YV
- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
И Вы дадите каждый из них притереть на КК и опробовать в работе?vidbrusok.ru писал(а): Уважаемые форумчане, кто желает "золотой" брусок, приглашаю Вас к нам в офис в Москве, там хоть из 5, хоть из 10 можно выбрать будет.
И как быть тем кто живет не в Москве?
Просто веса только одной линейки, наверняка достаточно для полного исчезновения максимального заявленного вами зазора для односторонних брусков. А весь агрегат в сборе выглядит очень массивным. Потому и вопрос.vidbrusok.ru писал(а): Я уточню у сотрудников ОТК этот вопрос. Вроде бы прижимают без усилия, но точно не на определенной высоте и под нее подсовывается брусок.
Правильный замер должен быть прикладыванием лекальной линейки по возможности нивелируя ее вес...
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Нет конечно же, но потрогать и посмотреть будет можно.И Вы дадите каждый из них притереть на КК и опробовать в работе?
Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.И как быть тем кто живет не в Москве?
Ну да, примерно 2%, от общего числа, потенциальных покупателей.))Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.
-
L_YV
- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
На какие признаки Вы предлагаете обращать внимание выбирая 1 нормальный из 5, при этом имея возможность всего лишь просто потрогать и посмотреть?vidbrusok.ru писал(а): Нет конечно же, но потрогать и посмотреть будет можно.
Почему это не делается при отправке для купивших бруски в интернет магазине?
То есть тем кто не бывает в Москве следует покупать в инернет магазине сразу по 5 брусков?vidbrusok.ru писал(а): Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.
Почему по 5 , может первый окажется тем самым "золотым" , а может и 10?)) Если же прилетев в Москву по делам , сознательно, потратить время на то , чтобы посетить офис и выбрать себе один брусок , то он действительно окажется золотым , как минимум в стоимость Эшера.))То есть тем кто не бывает в Москве следует покупать в инернет магазине сразу по 5 брусков?
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Выбор "золотого" бруска, сугубо индивидуален. Я практически уверен что при выборе из многих брусков, каждый форумчанин выберет себе свой брусок, по своим индивидуальным требованиям.L_YV писал(а): Почему это не делается при отправке для купивших бруски в интернет магазине?
-
L_YV
- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
Не соглашусь, основной критерий качественного бруска - его работа на заявленные 1/0 (3/2) и без паразитных грубых рисок. Как предлагаете это определить не поработав им?vidbrusok.ru писал(а): Выбор "золотого" бруска, сугубо индивидуален. Я практически уверен что при выборе из многих брусков, каждый форумчанин выберет себе свой брусок, по своим индивидуальным требованиям.
-
vidbrusok.ru
- Рядовой
- Сообщения: 228
- Зарегистрирован: 31 май 2016, 13:00
Хорошо, для самых требовательных потребителей, могу предложить алмазную пасту 3/2, 1/0, 0,5/0 мкм. Там в связке нет посторонних добавок и свободный абразив работает значительно аккуратнее.L_YV писал(а): Не соглашусь, основной критерий качественного бруска - его работа на заявленные 1/0 и без паразитных грубых рисок. Как предлагаете это определить не поработав им?
Некоторые так и советуют - после бруска 20/14-7/5, переходить на пасту.
-
L_YV
- Зауряд-прапорщик
- Сообщения: 1563
- Зарегистрирован: 14 дек 2006, 20:36
- Страна: Российская Федерация
Приплыли... Причем здесь требовательные покупатели? Вопрос только в соответствии заявленных производителем характеристик реальным, всё! Брусок заявленный как 1/0 должен работать как 1/0. Причем каждый, а не 1 из 5 или 10...vidbrusok.ru писал(а): Хорошо, для самых требовательных потребителей, могу предложить алмазную пасту 3/2, 1/0, 0,5/0 мкм. Там в связке нет посторонних добавок и свободный абразив работает значительно аккуратнее.
Некоторые так и советуют - после бруска 20/14-7/5, переходить на пасту.
Вообще то интересная постановка вопроса. Я думаю образовывается хорошая ниша для Московского посредника, готового за вас сделать выбор в офисе завода и выслать с небольшой наценкой за работу...Gukepshev писал(а): Почему по 5 , может первый окажется тем самым "золотым" , а может и 10?)) Если же прилетев в Москву по делам , сознательно, потратить время на то , чтобы посетить офис и выбрать себе один брусок , то он действительно окажется золотым , как минимум в стоимость Эшера.))
Возникает пару вопросов, сколько стоит выбор, как потраченное время и какой список показателей - характеристик необходимо проверить для того, чтоб брусок вас удовлетворил не хуже золотого?
ps. Уверен, такая постановка вопроса будет интересна и самому заводу, а главное их представителям в москве, которые и есть по сути посредники между нами и заводом...
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 9 гостей