как правильней выбирать последовательность роста абразива - тупо по размеру зерна в микрометрах (мкм чm) - или по шероховатости Ra/Rz, взятым хотяб из гост 9206-80 ?
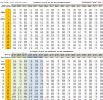
список закупки абразива, по размеру зерна :
*1.5
0.13 --- 0.20 --- 0.30 --- 0.44 --- 0.67 ---(.)--- 1.00 --- 1.50 --- 2.25 --- 3.38 --- 5.06 --- 7.59 --- 11.39 --- 17.09 --- 25.63 --- 38.44
*2
0.03 --- 0.06 --- 0.13 --- 0.25 --- 0.50 ---(.)--- 1 --- 2 --- 4 --- 8 --- 16 --- 32 --- 64 --- 128 --- 256 --- 512 --- 1024
*3
0.00 --- 0.01 --- 0.04 --- 0.11 --- 0.33 ---(.)--- 1 --- 3 --- 9 --- 27 --- 81 --- 243 --- 729
*4
0.00 --- 0.00 --- 0.02 --- 0.06 --- 0.25 ---(.)--- 1 --- 4 --- 16 --- 64 --- 256 --- 1024
*5
0.00 --- 0.00 --- 0.01 --- 0.04 --- 0.20 ---(.)--- 1 --- 5 --- 25 --- 125 --- 625
список закупки абразива, по шагу шероховатости Ra :
*1.5
x/x (0,007) --- x/x (0,011) --- x/x (0,017) ---(.)--- 1/0 (0,025) --- 3/2 (0,038) --- 5/3 (0,056) --- 10/7 (0,084) --- 20/14 (0,127) --- 40/28 (0,190) --- _/_ (0,285) --- _/_ (0,427)
*2
x/x (0.003) --- x/x (0.006) --- x/x (0.013) ---(.)--- 1/0 (0.025) --- 5/3 (0.050) --- 14/10 (0.100) --- 40/28 (0.200) --- _/_ (0.400)
*3
x/x (0,001) --- x/x (0,003) --- x/x (0,008) ---(.)--- 1/0 (0,025) --- 10/7 (0,075) --- 60/40 (0,225) --- _/_ (0,675)
*4
x/x (0,000) --- x/x (0,002) --- x/x (0,006) ---(.)--- 1/0 (0,025) --- 14/10 (0,100) --- _/_ (0,400)
значения в скобках расчетные, от них и подбирались номера алмаза асм и fepa-p - ферра примерно по таблице http://zat04ka.blogspot.com/2010/08/grit.html
зерно менее 1 мкм не рассматривалось всерьез, поэтому даны более для сведения, чем для закупки
итого - видно что последовательность роста по Ra в х*1.5 раза - почти полностью соответствует последовательности х*2 по размеру абразива в микрометрах
вопрос 1 - какой принцип подбора правильней, по мкм или по Ra ?
вопрос 2 - какая кратность роста правильней - 1.5, 2.0, 3.0 - если расматривать для твердых сталей ? хотя по факту будет и для стекла...
докучи, список закупки шлифбумаги для fepa, по размеру зерна :
*1.5
(1.98) --- (2.96) --- (4.44) --- (6.6) ---(.)--- p2000 (10) --- p1200 (15) --- p800 (22.5) --- p400 (33.7) --- p280 (50.6)
(1.78) --- (2.67) --- (4.00) --- (6.0) ---(.)--- p2500 (9) --- p1500 (13.5) --- p1000 (20.2) --- p500 (30.3) --- p320 (45.5)
(1.38) --- (2.07) --- (3.11) --- (4.6) ---(.)--- p3000 (7) --- p2000 (10.5) --- p1200 (15.7) --- p800 (23.6) --- p400 (35.4) --- p280 (53.1)
(0.99) --- (1.48) --- (2.22) --- (3.3) ---(.)--- p5000 (5) --- p3000 (7.5) --- p2000 (11.2) --- p1200 (16.8) --- p600 (25.3) --- p400 (37.9) --- p240 (56.9)
*2
(0.63) --- (1.25) --- (2.50) --- (5.0) ---(.)--- p2000 (10) --- p800 (20) --- p360 (40) --- p180 (80)
(0.56) --- (1.13) --- (2.25) --- (4.5) ---(.)--- p2500 (9) --- p1000 (18) --- p400 (36) --- p180 (72)
(0.43) --- (0.87) --- (1.75) --- (3.5) ---(.)--- p3000 (7) --- p1500 (14) --- p500 (28) --- p240 (56)
(0.31) --- (0.62) --- (1.25) --- (2.5) ---(.)--- p5000 (5) --- p2000 (10) --- p1000 (20) --- p400 (40) --- p180 (80)
*3
(0.12) --- (0.37) --- (1.11) --- (3.3) ---(.)--- p2000 (10) --- p500 (30) --- p150 (90)
(0.11) --- (0.33) --- (1.00) --- (3.0) ---(.)--- p2500 (9) --- p600 (27) --- p180 (81)
(0.08) --- (0.25) --- (0.77) --- (2.3) ---(.)--- p3000 (7) --- p800 (21) --- p220 (63)
(0.06) --- (0.18) --- (0.55) --- (1.6) ---(.)--- p5000 (5) --- p1200 (15) --- p320 (45) --- p120 (135)













{kind=link}
{kind=link}