Наглядно о важности соблюдения методики работы при работе на притире, на примере применения алмазного зерна.
Собственно, применение алмазного зерна на притирах, обеспечивает более тонкую работу, чем могут дать алмазные бруски, из тех что я пробовал.
Собственно, это же касается и применения на притирах паст и порошков, например, оксида алюминия, но с ним намного проще, как и с любым зерном, которое в большей степени обладает способностью дробиться - это обеспечивает более однородную обработку, при меньших и время- и трудозатратах.
Проблем при работе с зерном, не склонным к активному дроблению, возникает намного больше, требования к абразивной гигиене возрастают на порядки, равно как и требования к тщательности работы.
В качестве примера, была взята паста 1\0мкм. и резак из CTS-BD1, и работа была начата "небрежно":
для начала, нанёс пасту на чистое гладкое стекло и растёр её равномерно кусочком кожи, добавив капельку олеинки, затем стёр лишнее.
Это уже ошибка, которую многие часто совершают - любые пасты необходимо растирать твёрдым курантом, для разбивки комков и агломератов зерна.
В случае применения алмазной пасты - лучше всего брать брусочек доведённой керамики.
Кроме того, важно понимать, что мы хотим от зерна - чтобы оно было свободным, тогда подойдёт и достаточно гладкая поверхность, шаржированным или же полусвязанным, для чего либо надо брать притир в который зерно можно "загнать", либо сообщить притиру определённую шероховатость, в которой зерно сможет достаточно удерживаться, чтобы работать полусвязанным и не кататься по притиру в качестве свободного - это будет нарушать однородность обработки - надо чётко выбрать, исходя из того, какой результат нужен, вариант работы зерна.
Но к делу:
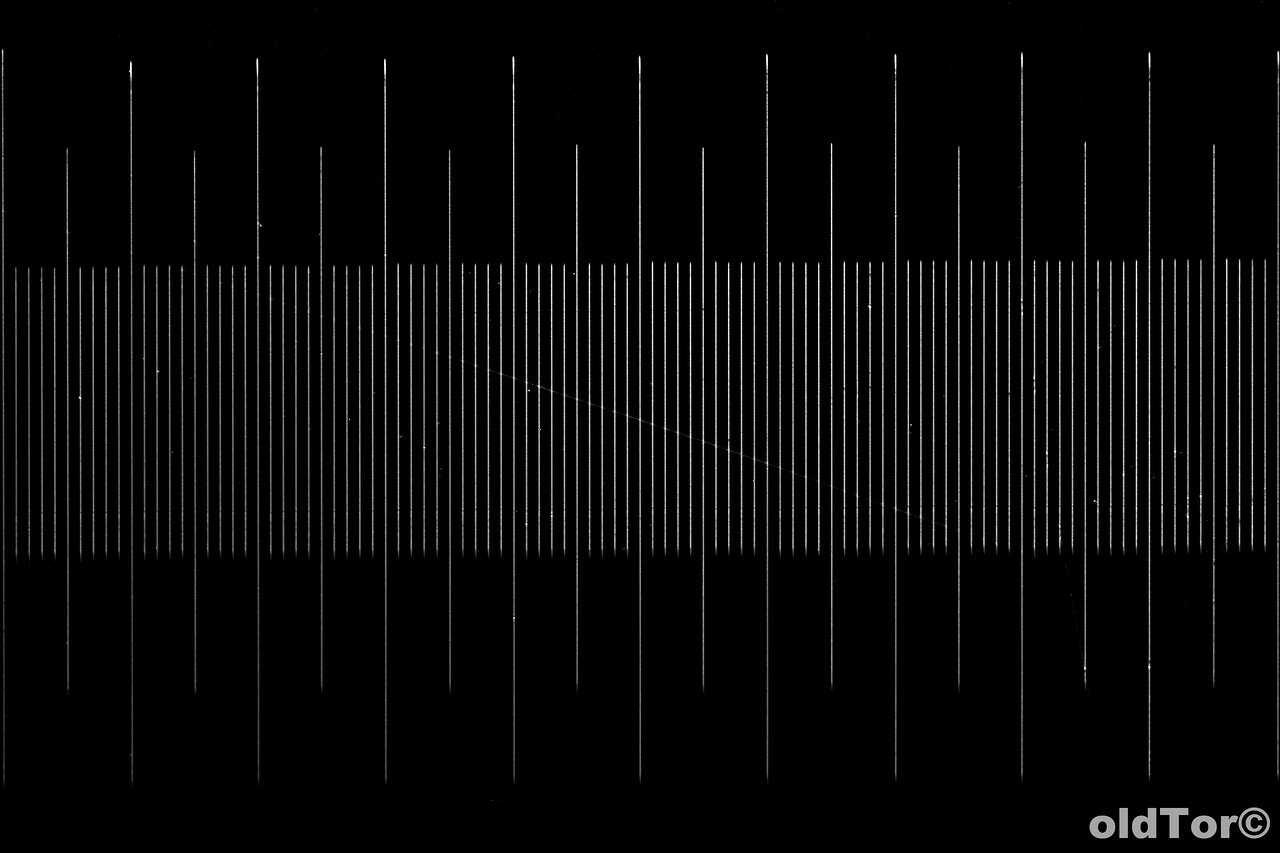
Пробую поработать в таком варианте, как указал выше - макро 12:1, по горизонтали 1мм.:

Сначала проработал микрофасочку в одном направлении, потом чуть приподнял угол и сменил направление движений, чтобы было явнее видно риски - к слову, они больше похожи на работу абразивов с зерном порядка 3\2мкм., более того, справа на фото, на фаске, виден какой-то подозрительный артефакт.
Не придал значения, поработал ещё, предварительно чуть притупив кромку на тонкой шкурке, поработал ещё - фаска, естественно, стала пошире. И тут снова обнаружил уже более явный артефакт:

Это практически попытка шаржирование алмазного зерна в обрабатываемый инструмент, причём не просто зерна, а крупного агломерата - напоминаю, что иллюстрируя частые ошибки в работе на притирах, я не стал растирать пасту курантом, а стекло гладкое - немалое количество зерна ещё не зацепилось за стекло, и продолжает "кататься".
Кромка же местами получила, видимо, от подобных же агломератов, вот такие "дыры", правда, что характерно, сколы на кромке при обработке твёрдых сталей на алмазном зерне, практически всегда намного превышают размер зерна:

По-моему нагляднее некуда.
Теперь беру притёртое стекло, пасты наношу меньше и растираю её керамическим доведённым брусочком. Резачок подтупляю, убирая косяки с кромки с некоторым запасом и подтачиваю резак на бруске карбида кремния, чтобы убрать следы предыдущей пробы, подровнять всё.
Начинаю обрабатывать на притире, всё намного лучше и чище, но вот незадача - видимо, какие-то агломераты я пропустил, не растёр - вот тут даже кроп не делал, на фотке 1,9мм. по горизонтали:
Структура стали этого клинка весьма однородна и на других абразивах, такой проблемы никогда не возникало - объяснить такие косяки, проблемами со сталью невозможно - претензия может быть только к выбору абразива и методу работы, соблюдению абразивной гигиены, давления и пр.
Что делать дальше? Я мою и чищу притир, наношу заново пасту в ещё меньшем количестве, растираю тщательнее, но поленился поставить технологический барьер - просто чуть повышаю угол - результат можно наблюдать вполне типический - полученный микрозаусенчик на твёрдой стали, обрабатываемой на твёрдом же абразиве с агрессивным недробящимся зерном, отваливается вместе со скалывающимися фрагментами кромки - тут 1мм. по горизонтали:

Выход есть - я выполняю технологический барьер на тонкой шкурке засаленной графитом, и работаю по той же микрофаске, ещё чуть увеличив угол и стараясь работать с таким минимальным давлением, с каким только могу.
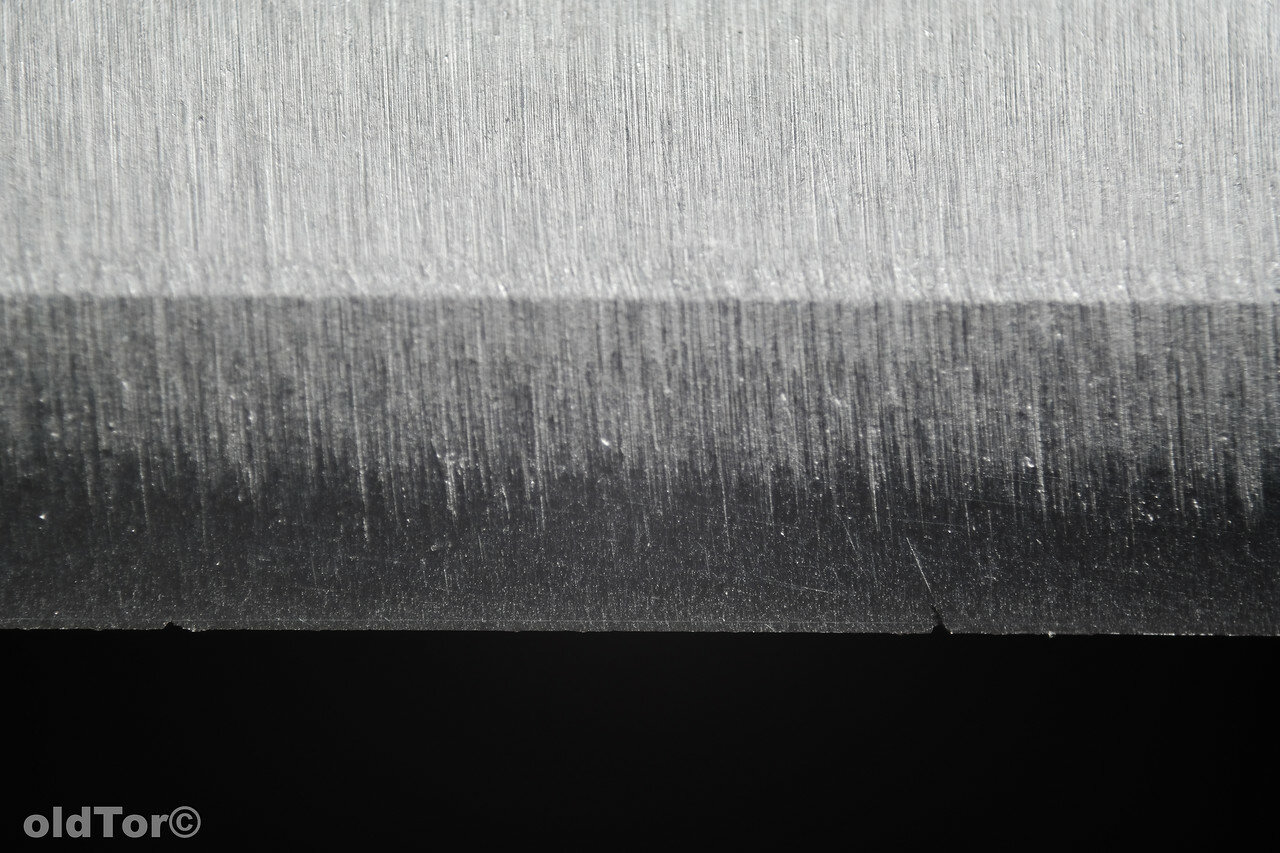
Вот теперь, наконец-то, я получаю хороший результат - тут 1,9мм. по горизонтали:

В общем, следовать определённым правилам, при работе на притире совершенно необходимо, если хочется получить по-настоящему хороший результат, и неважных мелочей тут нет.
Можно облегчить себе жизнь, правда, выбирая более подходящие под сталь абразивы - тот же вариант доводки, намного быстрее и проще получается с применением на притёртом стекле глинозёма, а ещё проще взять, например, водный камень соответственной зернистости, или, если хочется более стойкую кромку - выполнить доводку на байкалите или яшме, например, либо других доводочных природных камнях.