В ожидании приезда лейнера перебрал клапанник, раздуплил до 3,5 мм. отверстие перепуска в основании и сделал в нем посадку под уплотняющую втулку. Засим приступил к восстановлению внешнего вида затвора. Как говорил выше, еще до приобретения сабжа придумал и продумал для этого совершенно новый способ. Задача:
1. Обойтись без покупки т. наз. "ММГ затвора", ибо дорого, сложно найти, тяжело фрезеровать и на круг бестолково (все равно половина "мяса" переводится в стружку и передняя часть в итоге представляет собой тонкую стенку).
2. Обойтись соотв. без фрезеровщика, к которому нет легкого доступа.
3. Использовать для восстановления родной обрубок, но одновременно обойтись без сварки, к которой тоже нет легкого доступа.
4. Одновременно, при прочих вводных, восстановить вид затвора так, чтобы не только при взгляде через окно выбрасывателя, но даже при его извлечении трудно было бы догадаться, что это нарощенный бывший "обрубок", т. е. чтобы затвор выглядел в точности как "ММГ", адаптированный посредством фрезеровки .
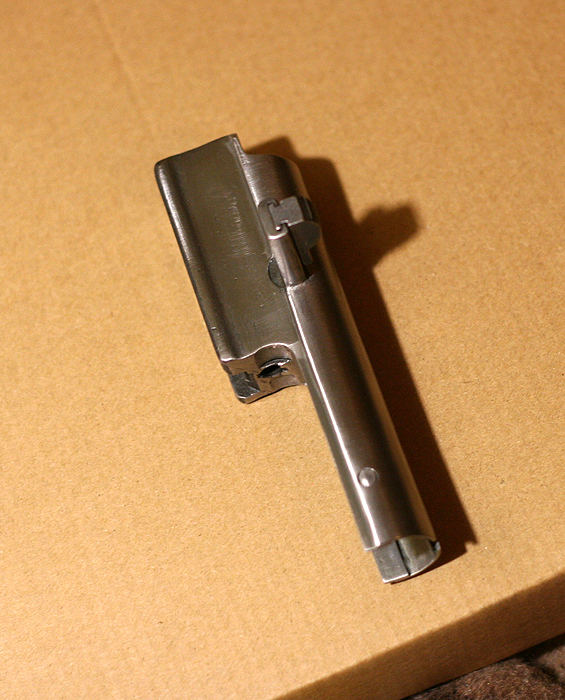
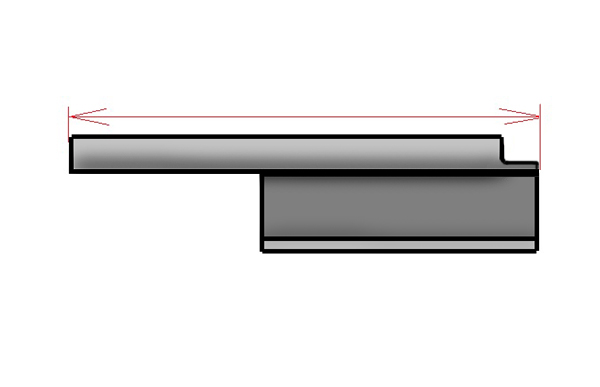
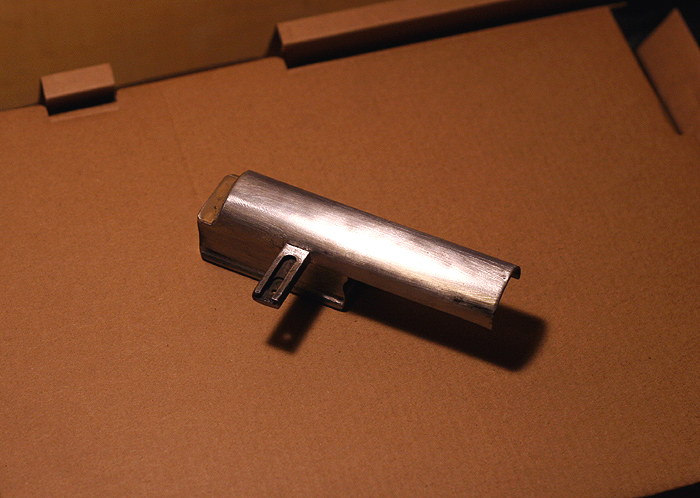
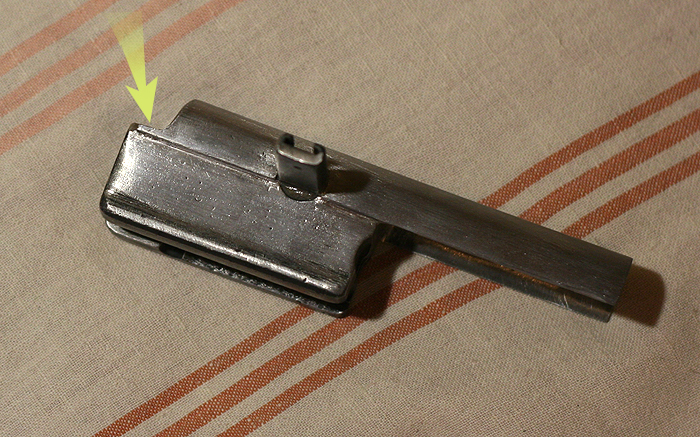
На слух задача невыполнимая и казалось бы каждый пункт исключает следующий или предыдущий. Но на самом деле все не так сложно. Ход был найден следующий. Подобрал подходящую стальную трубу (ей оказался подседельный штырь от китайского велосипеда) и ножовкой разрезал ее вдоль, не совсем по продольной оси. Потом в точности подогнал бОльшую половинку по высоте и поперечному изгибу к верхней части обрубка, той, которая как бы нависает над основанием затвора (на рисунке эта часть отмечена стрелкой):
Т. е. так, чтобы если приставить эту заготовку торцом к переднему срезу обрубка, она его продлевала, в точности совпадая по всем линиям.
Верхнюю часть обрубка обточил всеми доступными способами, от точила до бормашинки с насадкой из наждачки на кожаном кружке - это самая трудная и ответственная операция, обточку нужно делать очень точно - нельзя срезать лишнего и нельзя недоточить, а продольная линия должна быть без выпуклости и желательно без впадины. В итоге путем постоянных подгонок я с этим справился - накладка села на обточенный верх обрубка предельно точно, так, что я получил нужную высоту и нужную линию поперечного изгиба, а ее нижние края оказались как раз там, где у затвора ППШ начинается продольная фрезерованная впадина. С правой стороны в накладке была конечно сделана П-образная прорезь под рукоятку фиксатора затвора, причем ее тоже удалось сделать очень точно, так, что обрамляющий рукоятку зазор почти отсутствовал.
Далее обе соединенные внакладку детали были вдумчиво пропаяны по всему стыку посредством горелки, паяльника, ПОСа и паяльного флюса. Без горелки здесь не обойтись, т. к. масса обрубка изрядная и ее нужно хорошо прогреть, зато и температуру она держит долго, и припой очень весело затек всюду куда нужно и заполнил собой не только стыки, но и затек в микрозазоры между обрубком и накладкой, соединив их в т. ч. и изнутри.
Ну а далее осталось все это окончательно довести до ума - срезать лишнее с накладки, подогнать насадками в боре накладку к задней фигурной части затвора, удалить лишний припой и пр.
Теперь здесь остался последний этап - общая шлифовка, изготовление паза + имитатор выбрасывателя, имитация оси выбрасывателя и нанесение номера.





Положительный момент заключается в том, что как обнаружил, между верхней плоскостью курка клапанника и внутренней стенкой затвора места больше, чем получалось в случаях с фрезерованными "ММГ" - пластина имитатора и даже напайка под ней, закрывающая снизу прорезь, по всей видимости, поместятся там без необходимости подтачивать курок, или если и придется это сделать, то буквально на 1-1,5 мм.
В принципе при креплении накладки можно было бы обойтись и без пайки, просто привернув ее к обрубку парой болтиков с коническими головками, утопленными в зенкове, а потом сточить головки в одну плоскость с накладкой. Но во-первых это могло бы нарушить геометрию, т. к. даже при микроскопическом зазоре между плоскостями под давлением головок болтиков накладка могла бы слегка разогнуться, точи ее потом снаружи, как точил обрубок, рихтуй и всячески офигевай. Во-вторых, только пропайка по всем стыкам с последующей подшлифовкой швов дает идеальную иллюзию монолитности детали.

Да впрочем это и есть монолит, и особенно этот момент важен в задней фигурной части, где накладка, следуя нужной геометрии, имеет на концах как бы два маленьких усика, пропаять которые пришлось бы палюбак (да-да, эти "усики" часть напаянной накладки, хоть и выглядят "как там родились", вот такая удачная технология).
Ну и в третьих, сверлить сталюку затвора ППШ я не пожелаю и врагу, это реально страшный материал. Не знаю марку стали и технологию обработки, но она не каленая и не цементированная, она хуже, уже потому, что тяжела для мех. обработки по всей толщине или как минимум на большую глубину. По свойствам это какой-то замороженный до сверхминусовых температур суперпластилин, одновременно и вязкий, и плотный, имеющий все "тяжкие" мех. свойства каленой стали и свинца одновременно - сверлить в нем отверстия так же трудно, как и фрезеровать его, обычные сверла одновременно и плывут, и тупятся, при этом почти не совершая полезной работы...



 а красить лучше аэрографом...
а красить лучше аэрографом...